Suwmiarka daje szybki, bardzo użyteczny pomiar średnicy, grubości i głębokości, ale tylko wtedy, gdy pracuje się nią poprawnie. W tym tekście pokazuję, jak przygotować narzędzie, jak odczytać wynik i jak zmierzyć element tak, żeby nie wprowadzić do pomiaru własnego błędu. To praktyczna instrukcja dla warsztatu, montażu i serwisu elektronarzędzi, gdzie liczy się powtarzalność, a nie zgadywanie.
Najważniejsze kroki do pewnego pomiaru
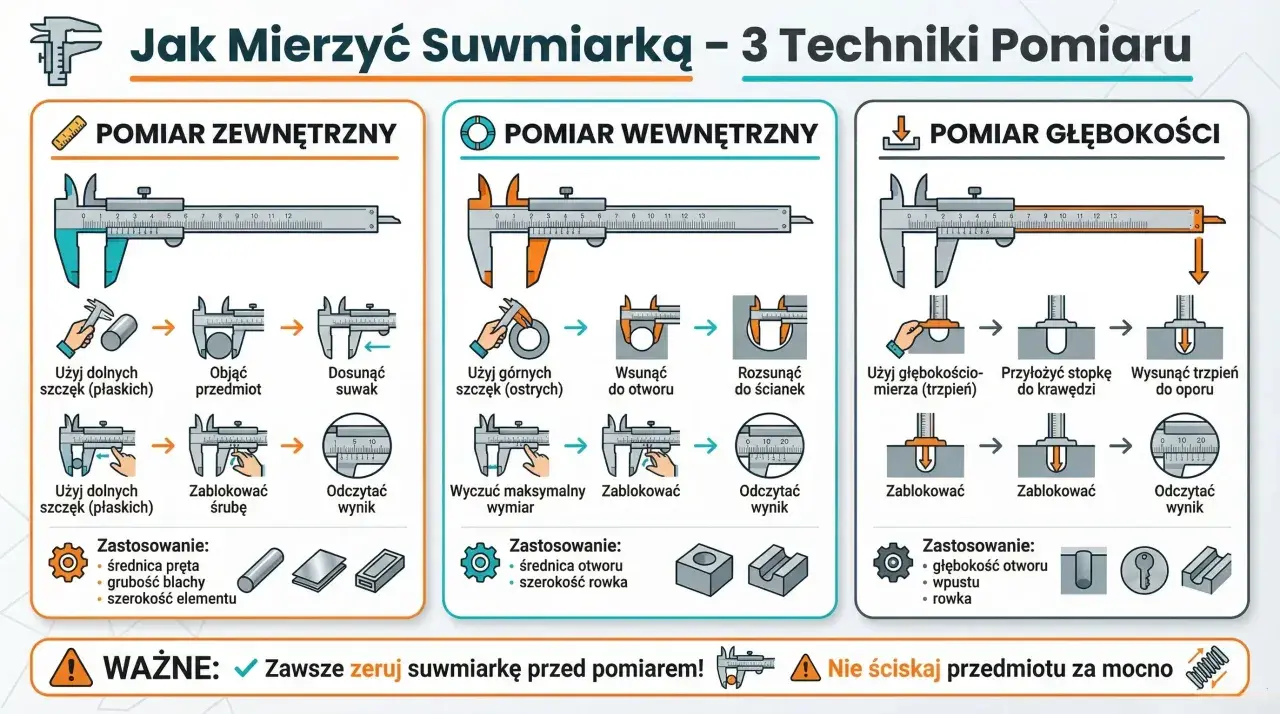
- Zawsze zaczynam od sprawdzenia zera i czystości szczęk.
- Przy pomiarze zewnętrznym przykładam element bez nadmiernego docisku.
- Otwory i średnice wewnętrzne mierzę prostopadle do osi, najlepiej w dwóch kierunkach.
- Głębokość odczytuję tylko wtedy, gdy podstawa suwmiarki leży płasko na powierzchni.
- Wynik z noniusza dodaję do skali głównej, a ewentualny błąd zera koryguję od razu.
- Do szybkiej pracy wygodna jest suwmiarka cyfrowa, a do trudnych warunków często lepsza bywa mechaniczna.
Jak mierzyć suwmiarką bez zaniżania wyniku
Ja zawsze zaczynam od dwóch rzeczy: zamykam szczęki i patrzę, czy narzędzie wraca do zera, a potem przecieram je oraz mierzony element z pyłu, wiórów i oleju. Nawet cienki brud potrafi dodać setne milimetra, a przy dopasowaniu wałka, tulei albo otworu to już robi różnicę.
- sprawdzam, czy szczęki stykają się równo na całej szerokości
- kontroluję płynność przesuwu suwaka
- patrzę, czy bateria w modelu cyfrowym nie jest słaba
- upewniam się, że mierzony detal nie jest jeszcze gorący po obróbce
Jeżeli po zamknięciu szczęk widzę odchyłkę, zapisuję ją jako błąd zera. Gdy narzędzie pokazuje +0,02 mm, odczyt końcowy koryguję w dół; gdy pokazuje -0,02 mm, koryguję w górę. Kiedy sprzęt jest przygotowany, można przejść do samego odczytu wyniku.
Jak odczytać wynik na skali, noniuszu i ekranie
Odczyt różni się zależnie od modelu, ale zasada jest zawsze ta sama: najpierw biorę część całkowitą ze skali głównej, a potem dodaję ułamek z noniusza albo sprawdzam wartość na ekranie. W modelach warsztatowych najczęściej spotkasz rozdzielczość 0,02 mm albo 0,01 mm, ale zawsze patrzę na oznaczenie konkretnego narzędzia, a nie zgaduję po wyglądzie.
| Typ suwmiarki | Jak odczytuję wynik | Co daje przewagę | Co może przeszkadzać |
|---|---|---|---|
| Mechaniczna z noniuszem | Łączę skalę główną z kreską noniusza, która pokrywa się idealnie | Brak baterii i odporność na prostsze warunki | Wymaga wprawy i spokojnego odczytu |
| Cyfrowa | Odczytuję wartość bezpośrednio z wyświetlacza | Szybkość i wygoda | Zależy od baterii i czystości prowadnic |
| Zegarowa | Sprawdzam wskazanie na tarczy | Czytelność bez elektroniki | Rzadsza w sprzedaży i mniej oczywista dla początkujących |
- Odczytuję pełne milimetry na skali głównej.
- Szukaną kreską jest ta, która dokładnie pokrywa się ze skalą główną.
- Dodaję wartość z noniusza albo sprawdzam wynik na ekranie.
- Jeśli występuje błąd zera, poprawiam końcowy odczyt.
Przykład jest prosty: jeśli skala główna pokazuje 23 mm, a z noniusza dochodzi 0,36 mm, wynik końcowy wynosi 23,36 mm. Gdy tę zasadę masz opanowaną, sam pomiar zewnętrzny staje się dużo mniej nerwowy.
Pomiar zewnętrzny bez przekłamań
Przy wymiarze zewnętrznym ważniejsza od siły jest kontrola położenia. Przykładam przedmiot między szczęki zewnętrzne, dosuwam je do lekkiego kontaktu i zatrzymuję się w chwili, gdy narzędzie nie ściska już materiału na siłę. Jeśli docisnę za mocno, cienki element, tworzywo albo miękki metal od razu da wynik zaniżony.
- Wybieram miejsce pomiaru możliwie blisko środka elementu, a nie na samych końcówkach szczęk.
- Dosuwam szczęki powoli, aż poczuję lekki, równy kontakt.
- Sprawdzam, czy suwmiarka nie jest przekrzywiona względem mierzonej osi.
- Odczyt powtarzam dwa razy, jeśli wymiar ma znaczenie montażowe.
Tak mierzę między innymi wałki, śruby, rurki, profile aluminiowe i szerokość elementów obudowy. Przy częściach okrągłych dobrze jest zrobić pomiar w dwóch lub trzech miejscach, bo zużycie albo owalizacja od razu wyjdą na jaw. Gdy średnica zewnętrzna jest już sprawdzona, można przejść do otworów i gniazd.
Średnice wewnętrzne i otwory
Do średnic wewnętrznych używam mniejszych, górnych szczęk. Wprowadzam je do otworu, rozsuwam do lekkiego kontaktu ze ściankami i pilnuję, żeby suwmiarka była ustawiona prostopadle do osi otworu. Przy otworach po wierceniu, tulejach i gniazdach łożysk to właśnie kąt ustawienia najczęściej psuje wynik.
- mierzę w co najmniej dwóch prostopadłych kierunkach, jeśli otwór może być owalny
- nie opieram szczęk tylko na jednej krawędzi
- przy małych średnicach poruszam suwmiarką bardzo delikatnie
- usuwam gratu, bo potrafi sztucznie zawyżyć odczyt
W praktyce taki pomiar przydaje się przy tulejach, otworach pod śruby, gniazdach pod osadzenie elementu i przy sprawdzaniu, czy wywiercony otwór nie uciekł od wymiaru. To właśnie w otworach najlepiej widać, że suwmiarka mierzy dobrze dopiero wtedy, gdy narzędzie i detal są ustawione równo. Z tą samą starannością warto podejść do głębokości.
Głębokość, rowki i stopnie
Do pomiaru głębokości wysuwam trzpień głębokościowy i opieram podstawę suwmiarki płasko na powierzchni odniesienia. Nie pochylam narzędzia, nie opieram go na rancie i nie mierzę przez warstwę pyłu, farby albo zadziorów, bo wtedy wynik przestaje być wiarygodny.
- głębokość otworu nieprzelotowego
- rowki w profilu lub w obudowie
- gniazda pod śrubę lub kołek
- stopnie między dwiema płaszczyznami
Najpewniejszy wynik daje drugi pomiar wykonany od razu po obrocie narzędzia o 180 stopni. Jeśli odczyty się różnią, powierzchnia odniesienia albo samo ustawienie nie były idealne. A skoro samo mierzenie jest już jasne, warto zobaczyć, co najczęściej psuje wynik mimo poprawnej techniki.
Najczęstsze błędy, które psują precyzję
| Błąd | Skutek | Jak go unikam |
|---|---|---|
| Brud na szczękach | Zawyżony odczyt | Przecieram narzędzie i detal przed każdym pomiarem |
| Dociskanie na siłę | Zaniżony wynik | Zamykam szczęki lekko, bez miażdżenia materiału |
| Przekoszenie narzędzia | Błąd kąta | Ustawiam suwmiarkę prostopadle do mierzonej osi |
| Brak kontroli zera | Przesunięty pomiar | Sprawdzam zero przed pracą i po dłuższym użyciu |
| Pomiar nagrzanego elementu | Niestabilny wynik | Czekam, aż materiał ostygnie |
Do tego dorzuciłbym jeszcze jeden problem, który początkujący zwykle lekceważą: suwmiarka nie jest narzędziem do wciskania się w miękki plastik, cienką blachę albo zdeformowany element. Jeśli detal sam się ugina, odczyt wygląda precyzyjnie, ale nie opisuje rzeczywistego wymiaru. Po wyeliminowaniu tych błędów można już sensownie dobrać sam typ narzędzia do pracy.
Jaką suwmiarkę wybrać do warsztatu i na budowę
Do codziennej pracy w warsztacie najczęściej wybieram między trzema typami. Każdy działa dobrze, ale w innych warunkach. W większości zastosowań wystarcza zakres 0-150 mm, a przy większych elementach biorę po prostu dłuższy model.
| Typ | Dlaczego go wybieram | Gdzie ma przewagę | Ograniczenie |
|---|---|---|---|
| Mechaniczna z noniuszem | Jest odporna i nie wymaga baterii | Plac budowy, teren, trudne warunki | Wymaga wprawy przy odczycie |
| Cyfrowa | Najszybciej pokazuje wynik | Montaż, serwis, powtarzalne pomiary | Zależy od baterii i czystości prowadnic |
| Zegarowa | Jest czytelna i wygodna bez elektroniki | Warsztat, prace kontrolne | Jest mniej popularna i zwykle droższa niż analog |
Jeśli mam mierzyć dużo elementów pod rząd, zwykle wygrywa cyfrowa. Jeśli pracuję w kurzu, wilgoci albo na zewnątrz, bardziej ufam prostszej mechanice. To nie jest kwestia mody, tylko tego, czy narzędzie ma działać bez przerw i bez niespodzianek.
Co jeszcze sprawdzić, zanim zaufasz odczytowi
Zanim uznam wynik za wiarygodny, robię jeszcze jeden krótki test: zamykam szczęki, sprawdzam zero, a potem mierzę ten sam detal dwa lub trzy razy. Jeżeli odczyty pływają, problemem zwykle jest pozycjonowanie, brud albo zużycie narzędzia, a nie sam element.
- przechowuję suwmiarkę w etui, najlepiej suchym
- po pracy wycieram szczęki i prowadnicę
- nie używam jej jako zacisku, przebijaka ani dźwigni
- przy ważnych pomiarach porównuję wynik z drugim przyrządem
Jeżeli potrzebujesz tylko szybkiego, praktycznego pomiaru w warsztacie, taka rutyna wystarczy w zupełności. Gdy w grę wchodzą pasowania ciasne, lepiej sięgnąć po narzędzie o wyższej kontroli albo po mikrometr, zamiast oczekiwać od suwmiarki więcej, niż realnie potrafi dać.