W połączeniach stalowych, aluminiowych i murarskich nie chodzi wyłącznie o to, by elementy trzymały się razem. Liczy się sposób, w jaki przenoszą obciążenia, znoszą drgania i reagują na wilgoć oraz temperaturę. To właśnie spoina często decyduje, czy złącze zachowa nośność przez lata, czy stanie się najsłabszym punktem całej konstrukcji.
W tym tekście wyjaśniam, jak rozumieć ten termin w spawalnictwie i budownictwie, jakie są najczęstsze typy połączeń, jak czytać oznaczenia techniczne oraz jak ocenić jakość wykonania bez zgadywania. Dorzucam też praktyczne wskazówki, które pomagają uniknąć błędów już na etapie przygotowania materiału.
Najważniejsze rzeczy, które warto wiedzieć o połączeniach spawanych
- Najczęściej spotkasz połączenia czołowe, pachwinowe, zakładkowe i brzeżne, ale każde z nich ma inne zastosowanie.
- O jakości nie decyduje sam wygląd lica, tylko zgodność geometrii, przygotowania krawędzi i technologii z obciążeniem.
- Rysunek techniczny zapisuje nie tylko rodzaj złącza, ale też jego wymiar, długość i sposób wykonania.
- Najczęstsze problemy to porowatość, podtopienia, brak przetopu, wtrącenia żużla i pęknięcia.
- W praktyce największą różnicę robi dobre przygotowanie powierzchni, poprawny dobór procesu i kontrola po wykonaniu.
Czym jest złącze spawane i kiedy ma znaczenie
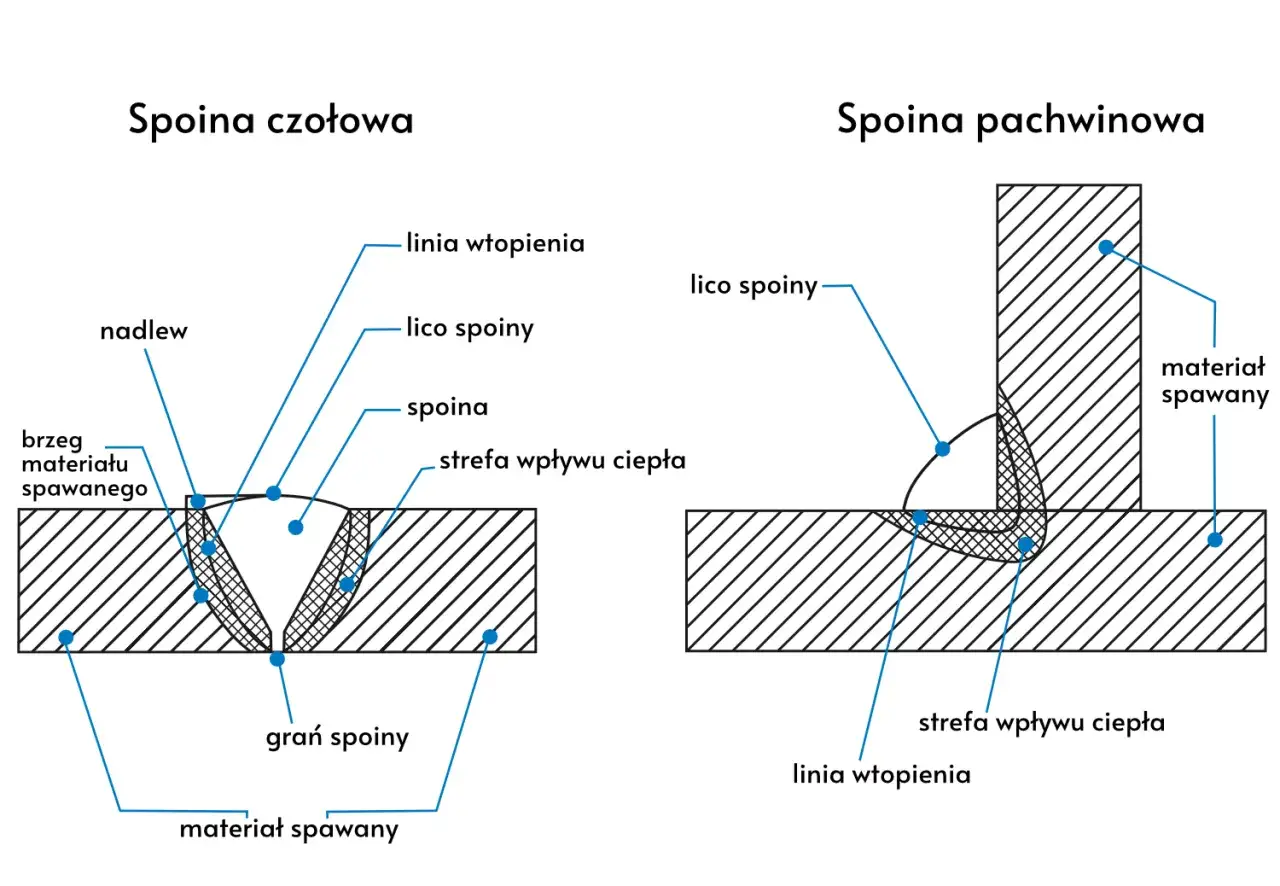
W praktyce patrzę na takie połączenie nie jak na pojedynczy ścieg, ale jak na cały układ: materiał rodzimy, materiał dodatkowy, strefę wpływu ciepła i geometrię złącza. Jeżeli jeden z tych elementów jest źle dobrany, samo „ładne lico” niewiele daje. W spawalnictwie połączenie powstaje przez miejscowe stopienie krawędzi i ich zespolenie po ostygnięciu, a w budownictwie analogicznie mówi się też o spoinach w murze, czyli warstwach zaprawy między elementami. W obu przypadkach chodzi o to samo: o stabilne przeniesienie sił i uszczelnienie styku tam, gdzie jest to potrzebne.
Najważniejsze pytanie nie brzmi więc „czy widać ślad po pracy”, tylko „czy połączenie spełnia wymagania użytkowe”. Inaczej projektuje się detal do lekkiej ramy, inaczej do konstrukcji nośnej, a jeszcze inaczej do elementu pracującego w wilgoci lub przy wibracjach. To rozróżnienie prowadzi bezpośrednio do doboru samego rodzaju złącza.
Jakie rodzaje połączeń spotyka się najczęściej
Ja najczęściej dzielę je według ułożenia elementów i tego, jak przygotowane są krawędzie. To prosty podział, ale bardzo praktyczny, bo od razu pokazuje, gdzie dany typ sprawdzi się najlepiej, a gdzie będzie tylko kompromisem.
| Rodzaj połączenia | Gdzie się sprawdza | Co daje | Na co uważać |
|---|---|---|---|
| Czołowe | Blachy, rury i profile ustawione w jednej płaszczyźnie | Dobra nośność, estetyka i równomierne przenoszenie sił | Wymaga precyzyjnego dopasowania i często ukosowania przy grubszych elementach |
| Pachwinowe | Połączenia teowe, narożne i zakładkowe | Szybkie wykonanie i duża tolerancja na drobne odchyłki montażowe | Łatwo je przeciążyć, jeśli nie pilnuje się wymiaru i kształtu |
| Zakładkowe | Blachy i cienkie profile | Proste ustawienie i małe wymagania co do dokładności przygotowania krawędzi | Może zatrzymywać wilgoć i sprzyjać korozji w zakamarkach |
| Brzeżne | Cienkie elementy i lekkie konstrukcje | Proste łączenie cienkich krawędzi bez dużej ingerencji w materiał | Ma ograniczoną nośność, więc nie nadaje się do każdego obciążenia |
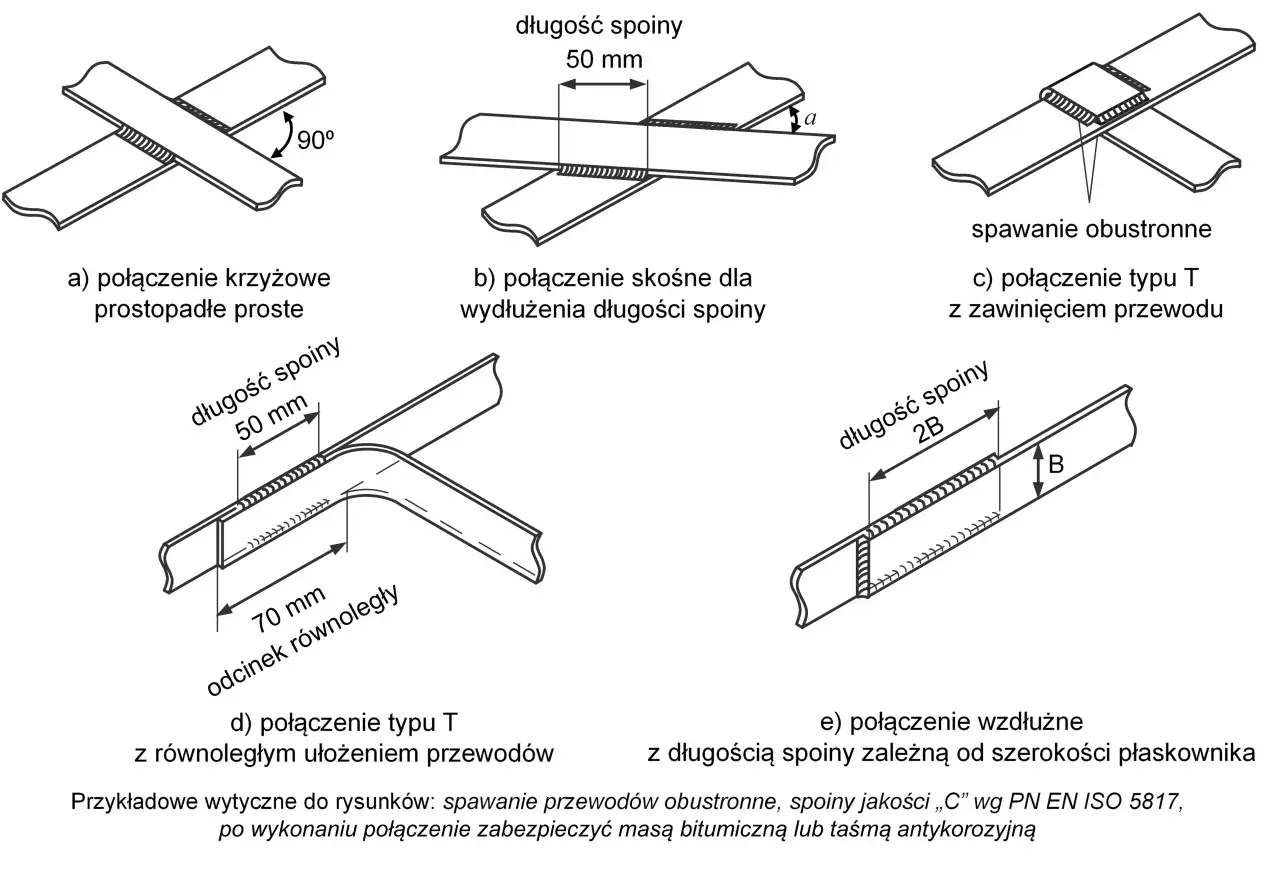
W bardziej wymagających detalach spotyka się też połączenia otworowe i grzbietowe, ale to już rozwiązania specjalne. Najczęściej w praktyce wygrywa układ pachwinowy, bo jest szybki i toleruje drobne odchyłki, jednak tam, gdzie obciążenie jest duże albo przewidywalne są drgania, częściej stawiam na połączenie czołowe z odpowiednim przygotowaniem krawędzi.
Sam wybór geometrii nie wystarczy; na rysunku technicznym trzeba jeszcze zapisać, co dokładnie wykonać.
Jak czytać oznaczenia na rysunku technicznym
W projektach korzysta się z systemu ISO 2553, który porządkuje symbole i eliminuje domysły. Dla mnie to ważne, bo dobry rysunek techniczny powinien być instrukcją, a nie zagadką. Strzałka wskazuje miejsce wykonania złącza, symbol podstawowy mówi o jego typie, a dodatkowe oznaczenia podają wymiar, długość, odstępy, stronę wykonania albo sposób obróbki po spawaniu.
- Symbol podstawowy mówi, czy chodzi o złącze czołowe, pachwinowe, brzeżne albo inny wariant.
- Wymiary określają długość odcinka, grubość gardzieli lub inne parametry geometryczne.
- Znak dodatkowy może wskazywać spoinę przerywaną, wyrównanie powierzchni lub obróbkę wykończeniową.
- Strzałka i linia odniesienia pomagają od razu zobaczyć, po której stronie elementu złącze ma powstać.
Jeśli dokumentacja zawiera WPS, traktuję ją jak kartę technologiczną spawania. Taki dokument porządkuje materiał, proces, pozycję spawania, parametry i kolejność ściegów, więc ogranicza ryzyko przypadkowych decyzji na stanowisku. Przy robotach warsztatowych to oszczędza czas, a przy konstrukcjach odpowiedzialnych po prostu zmniejsza ryzyko błędu.
Oznaczenie pokazuje, co wykonać. Jakość pokazuje, czy złącze rzeczywiście nadaje się do pracy.
Jak ocenić jakość i rozpoznać najczęstsze niezgodności
Na start wykonuję oględziny VT, czyli badanie wizualne. Norma PN-EN ISO 5817 porządkuje poziomy jakości niezgodności w złączach spawanych i posługuje się poziomami B, C oraz D. W praktyce im wyższe wymagania, tym ciaśniej trzeba trzymać geometrię i tym mniej miejsca zostaje na przypadkowość.
| Niezgodność | Jak wygląda | Najczęstsza przyczyna | Dlaczego szkodzi |
|---|---|---|---|
| Porowatość | Małe pory lub jamki w materiale | Wilgoć, brud, tłuszcz albo słaba osłona gazowa | Osłabia przekrój i pogarsza szczelność |
| Podtopienie | Rowek przy krawędzi złącza | Zbyt duży prąd, zła technika prowadzenia lub zbyt długi łuk | Tworzy miejsce koncentracji naprężeń |
| Brak przetopu | Elementy nie połączyły się w całej grubości | Za mała energia, zbyt mała szczelina albo błędne przygotowanie krawędzi | Złącze nie przenosi obciążenia tak, jak zakładano |
| Pęknięcia | Widoczne rysy w licu lub od strony grani | Naprężenia, kruchość materiału, złe chłodzenie lub zła technologia | To wada krytyczna, którą trzeba traktować natychmiast |
| Wtrącenia żużla | Obce cząstki zamknięte w materiale | Brak oczyszczenia między ściegami lub nieprawidłowa technika | Zmniejszają jednorodność złącza |
Jeśli wada dotyczy pęknięcia, nie dyskutuję z estetyką. To sygnał do naprawy i do sprawdzenia przyczyny, a nie do „doszlifowania, żeby nie było widać”. Przy konstrukcjach odpowiedzialnych badanie wizualne to dopiero początek. Wchodzą wtedy MT, PT, UT albo RT: pierwsze dwa ujawniają nieciągłości powierzchniowe, a kolejne pomagają ocenić wnętrze złącza.
Najlepszą kontrolę robi się jednak wcześniej, zanim łuk zajarzy się po raz pierwszy.
Jak przygotować materiał, żeby połączenie było trwałe
W mojej praktyce większość problemów zaczyna się nie przy samym spawaniu, tylko przy przygotowaniu. Czysta powierzchnia, prawidłowy styk krawędzi i sensowny dobór procesu robią większą różnicę niż próba „nadrobienia” wszystkiego większą ilością materiału.
| Proces | Kiedy go wybieram | Mocna strona | Ograniczenie |
|---|---|---|---|
| MIG/MAG | Warsztat, produkcja seryjna, stal i aluminium | Szybkość i dobra powtarzalność | Wrażliwość na wiatr i osłonę gazową |
| TIG | Cienkie elementy, nierdzewka, połączenia o wysokich wymaganiach estetycznych | Precyzja i bardzo czyste lico | Wolniejsza praca |
| MMA | Montaże, naprawy w terenie, miejsca o gorszym dostępie | Prostota i odporność na mniej sprzyjające warunki | Więcej odprysków i zwykle większa obróbka po wykonaniu |
- Odtłuszczam i czyszczę krawędzie z rdzy, farby, zgorzeliny oraz wilgoci.
- Przy grubszych elementach robię ukosowanie, czyli ścięcie krawędzi, żeby uzyskać pełniejsze wypełnienie.
- Ustawiam odpowiednią szczelinę i sczepiam elementy przed wykonaniem ściegu głównego.
- Kontroluję kolejność ściegów, żeby ograniczyć odkształcenia i nadmierne nagrzewanie.
- Po zakończeniu prac dbam o oczyszczenie i zabezpieczenie powierzchni, bo strefa wpływu ciepła bywa bardziej podatna na korozję.
Strefa wpływu ciepła to obszar obok linii połączenia, w którym struktura materiału zmienia się pod wpływem temperatury. To nie jest detal, który można zignorować, jeśli element ma pracować na zewnątrz, przy wilgoci albo pod obciążeniem dynamicznym. Właśnie dlatego połączenie trzeba planować jako całość, a nie jako pojedynczy ścieg.
W praktyce budowlanej i warsztatowej najbardziej opłaca się myśleć o połączeniu jak o części całego systemu, a nie samym ściegu.
Co naprawdę robi różnicę w budownictwie i na warsztacie
W murze spoina zaprawy wyrównuje, wiąże i uszczelnia warstwy, ale nie powinna być traktowana jak miejsce kompensacji błędów wymiarowych. W konstrukcjach stalowych ścieg przenosi obciążenia, dlatego nie „dolewam” materiału na zapas, jeśli projekt tego nie wymaga. Nadmiar metalu potrafi tylko zwiększyć naprężenia i utrudnić ochronę antykorozyjną.
- Do lekkich konstrukcji często wystarcza połączenie pachwinowe, ale przy elementach nośnych sprawdzam, czy nie lepsze będzie złącze czołowe.
- W detalu zewnętrznym pilnuję odpływu wody, bo kieszenie i zakamarki szybko stają się miejscem problemów.
- Przy cienkich blachach ważniejsze od „mocy” jest panowanie nad temperaturą i odkształceniem.
- Gdy projekt ma pracować w wibracjach, szukam rozwiązania, które ogranicza koncentrację naprężeń, a nie tylko dobrze wygląda.
Dobrze zaprojektowane połączenie to takie, które ma sensowną geometrię, czyste przygotowanie, właściwy proces i kontrolę po wykonaniu. Gdy te elementy są dopasowane do obciążenia i środowiska pracy, złącze przestaje być przypadkowym śladem po łuku, a staje się pełnoprawnym elementem konstrukcji.