Spawanie elektrodą dla początkujących to temat, w którym najwięcej daje nie „talent”, tylko spokojny start: właściwa elektroda, czysty materiał, krótki łuk i bezpieczne stanowisko. Ten poradnik prowadzi przez cały proces krok po kroku, od wyboru sprzętu i ustawień prądu po pierwsze poprawki, gdy ścieg nie wychodzi tak, jak powinien. Jeśli chcesz zacząć od praktyki przy bramie, wsporniku, stelażu albo prostej naprawie w warsztacie, znajdziesz tu konkretny punkt wyjścia.
Najważniejsze rzeczy na start, żeby pierwsze próby miały sens
- Najłatwiej zacząć od rutylowej elektrody 2,5 mm, zwykle klasy E6013, bo daje łagodny zapłon i łatwiejsze prowadzenie łuku.
- Pracuj na czystej stali - bez farby, rdzy, tłuszczu i ocynku w miejscu spoiny.
- Trzymaj krótki łuk, zwykle około średnicy rdzenia elektrody, a przy elektrodach zasadowych jeszcze krótszy.
- Amperaż ustaw z opakowania elektrody, a potem koryguj go małymi krokami po krótkiej próbie.
- Bez maski, rękawic, długiego ubrania i wentylacji nie zaczynaj; przy dymie spawalniczym nie ma skrótów.
- Najpierw ćwicz na płaskich odcinkach, dopiero potem przechodź do zakładek i naroży.
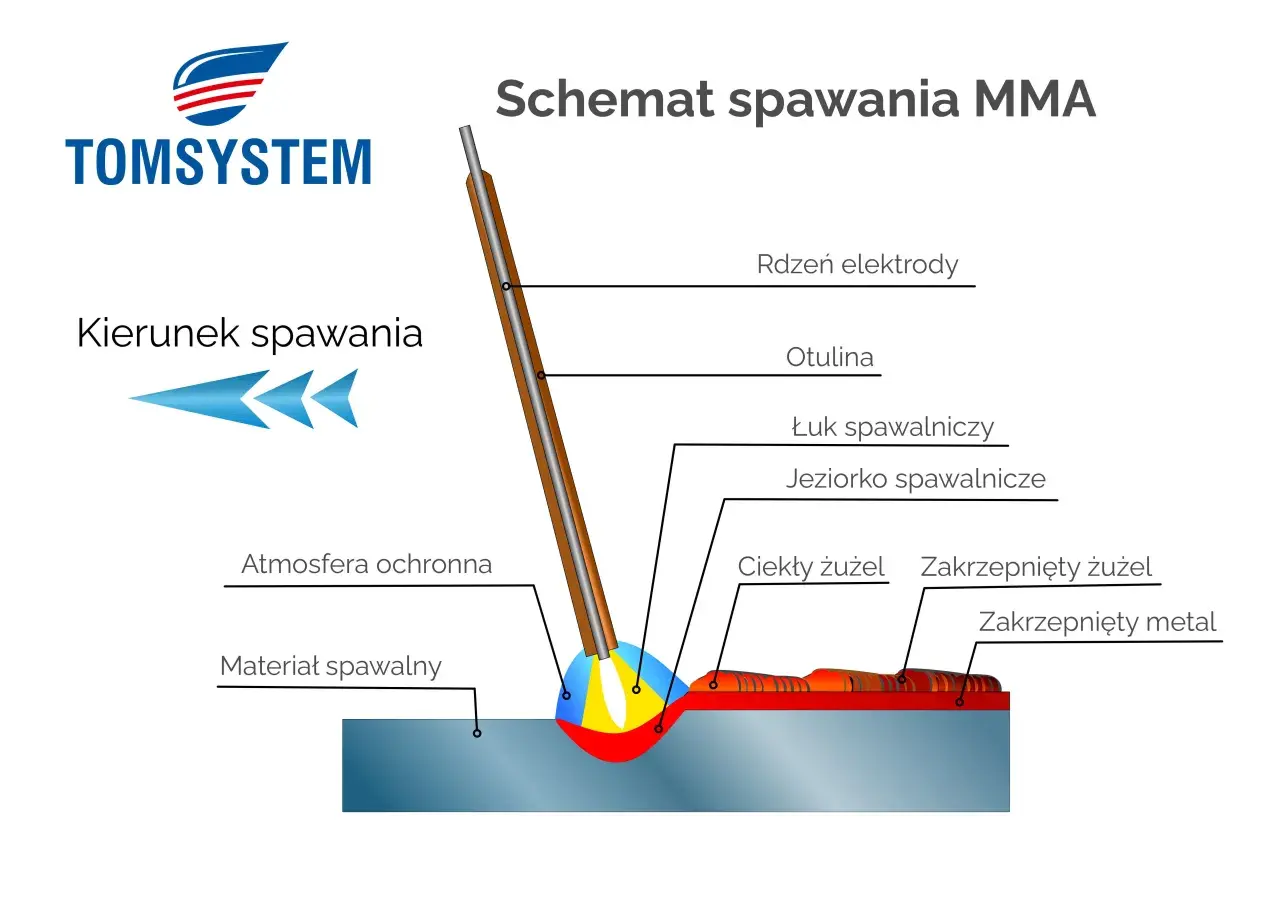
Czym jest spawanie elektrodą otuloną i kiedy ma największy sens
Spawanie elektrodą otuloną, znane też jako MMA, jest prostą sprzętowo metodą, bo nie potrzebuje butli z gazem. Osłonę jeziorka tworzy otulina elektrody i późniejszy żużel, więc metoda dobrze znosi pracę na zewnątrz i w miejscach, gdzie wiatr potrafiłby popsuć MIG/MAG.
W praktyce najczęściej wybieram ją do prostych napraw konstrukcji stalowych, bram, ogrodzeń, wsporników czy elementów warsztatowych. Jej siłą jest uniwersalność, ale początkujący często mylą prostotę sprzętu z prostotą techniki - samo prowadzenie elektrody wymaga już cierpliwości.
| Metoda | Kiedy ma sens | Co utrudnia start |
|---|---|---|
| MMA | Naprawy, stal konstrukcyjna, prace w terenie | Żużel, ręczne prowadzenie i krótkie łuki |
| MIG/MAG | Warsztat, cienkie blachy, szybsza praca seryjna | Butla z gazem i wrażliwość na przeciąg |
| TIG | Precyzja, cienkie elementy, estetyka spoin | Największa kontrola i najwolniejsze tempo |
Jeśli chcesz nauczyć się podstaw bez inwestowania w rozbudowane zaplecze, MMA daje bardzo sensowny start, ale przed pierwszym zapłonem warto dobrze przygotować stanowisko pracy.
Jakie wyposażenie przygotować przed pierwszym łukiem
Gdy uczę kogoś od zera, zawsze zaczynam od prostego zestawu, bo źle dobrany sprzęt potrafi zepsuć naukę szybciej niż brak wprawy. Wystarczy inwertor MMA, uchwyt elektrodowy, przewód masowy z pewnym zaciskiem, młotek spawalniczy, szczotka druciana i kilka próbek stali o podobnej grubości do docelowej pracy.
- Przyłbica spawalnicza najlepiej z automatycznym ściemnianiem, bo ułatwia start i skraca moment zawahania przy zajarzaniu łuku.
- Rękawice skórzane i ubranie z materiału, który nie topi się od iskier; syntetyki w tej roli są złym pomysłem.
- Ściski lub imadło, żeby element nie przesuwał się podczas pracy.
- Szlifierka lub pilnik, bo oczyszczenie krawędzi przed spawaniem robi ogromną różnicę.
- Stal próbna o grubości około 3-5 mm, na której możesz popełnić kilka błędów bez stresu o gotowy element.
Warto też mieć pod ręką miejsce, gdzie od razu odłożysz rozgrzaną elektrodę i skuty żużel. Gdy stanowisko jest uporządkowane, łatwiej skupić się na tym, co naprawdę decyduje o jakości spoiny - na wyborze elektrody.
Jaką elektrodę wybrać na początek
Na start najlepiej sprawdzają się elektrody rutylowe, bo łatwo się zapalają, dobrze oddzielają żużel i wybaczają więcej niż typy zasadowe. W praktyce to najbezpieczniejszy wybór na pierwsze ściegi na stali niskowęglowej, zwłaszcza jeśli spawasz zwykłe elementy konstrukcyjne w garażu albo na budowie.
Ja najczęściej polecam zaczynać od średnicy 2,5 mm. W wielu zastosowaniach domowych to rozsądny kompromis: elektroda nie jest jeszcze zbyt ciężka do prowadzenia, a jednocześnie pozwala pracować z materiałem, który nie jest ekstremalnie cienki.
| Typ elektrody | Do czego pasuje | Dlaczego jest lub nie jest dobra na start |
|---|---|---|
| Rutylowa | Stal zwykła, cienkie i średnie elementy, spoiny próbne | Łatwy zapłon, łatwe czyszczenie i przewidywalne prowadzenie |
| Zasadowa | Połączenia wymagające wyższej udarności i lepszych własności stopiwa | Dobra jakość, ale większa wrażliwość na technikę i krótszy łuk |
| Celulozowa | Prace montażowe, rurociągi, spoiny pionowe z góry na dół | Specjalistyczna, zdecydowanie nie na pierwszy kontakt z MMA |
Jeśli na opakowaniu widzisz oznaczenie typu E6013, to zwykle właśnie taki rutylowy wybór ułatwia naukę. Przy stali 2-4 mm zaczynaj od 2,0 lub 2,5 mm, a 3,2 mm zostaw na moment, kiedy ręka zacznie już prowadzić łuk bez szarpania.
Z dobraną elektrodą łatwiej przejść do ustawień spawarki, bo tam początkujący najczęściej popełniają pierwszy poważny błąd - próbują „zgadnąć” parametry zamiast je sprawdzić.
Jak ustawić prąd i przygotować materiał
Najpierw przygotuj sam metal. Z miejsca spawania usuń rdzę, farbę, tlenki i tłuszcz, a zacisk masowy przypnij do gołego materiału, możliwie blisko spoiny. Masa na zabrudzonym fragmencie to jedna z tych drobnych rzeczy, które później dają niestabilny łuk i niepotrzebną frustrację.
Nie zaczynaj od „na oko” ustawionego amperażu. Lepiej przyjąć wartość startową i zrobić kilka krótkich ściegów próbnych, bo różnice między markami elektrod i spawarek są realne. To, co działa na jednej sztuce, na innej może dawać zbyt dużo odprysków albo ciągłe przyklejanie elektrody.
| Średnica elektrody | Orientacyjny start | Kiedy ją wybieram |
|---|---|---|
| 2,0 mm | 40-70 A | Cienkie elementy i lekkie naprawy |
| 2,5 mm | 70-95 A | Najlepszy punkt wyjścia do nauki |
| 3,2 mm | 90-130 A | Grubsza stal i prostsze pozycje |
| 4,0 mm | 130-180 A | Cięższe elementy, gdy technika jest już spokojna |
Jeśli elektroda przykleja się do materiału, zazwyczaj prąd jest za niski albo łuk za krótki. Jeśli odprysków jest dużo i ścieg robi się zbyt agresywny, zwykle trzeba zejść z amperażem o 5-10 A lub skrócić łuk. Współczesne inwertory z funkcją hot start i anti-stick potrafią ułatwić pierwsze próby, ale nie zastąpią dobrego ustawienia.
Kiedy parametry zaczynają się zgadzać, trzeba jeszcze zadbać o bezpieczeństwo, bo dym, iskry i promieniowanie łuku są problemem równie realnym jak sama technika.
Jak zadbać o bezpieczeństwo, zanim zaczniesz ćwiczyć
Przy spawaniu nie chodzi tylko o oczy i dłonie. Dymy spawalnicze zawierają metale i drobne cząstki, które nie powinny trafiać do płuc, dlatego potrzebujesz dobrej wentylacji, a w zamkniętym pomieszczeniu także odciągu lub ochrony dróg oddechowych. Jak podaje HSE, w kontrolowaniu ryzyka ważne są lokalna wentylacja, odpowiednie RPE i PPE, a nie sama „ostrożność” rozumiana potocznie.
Ja nie zaczynam żadnej nauki bez porządnej przyłbicy, rękawic i ubrania z długim rękawem. Do tego dochodzi porządek wokół stanowiska: bez papieru, kartonów, rozpuszczalników i wszystkiego, co może zapalić się od iskry. Jeśli spawasz ocynk, malowaną lub tłustą stal, najpierw usuń powłokę z miejsca pracy, bo ten rodzaj materiału potrafi zrujnować zarówno zdrowie, jak i spoinę.
W domu czy garażu najlepiej spawać w miejscu, gdzie możesz przewietrzyć przestrzeń i jednocześnie nie masz ruchu osób postronnych za plecami. To nie jest detal organizacyjny - to warunek, który odróżnia naukę od niepotrzebnego ryzyka.
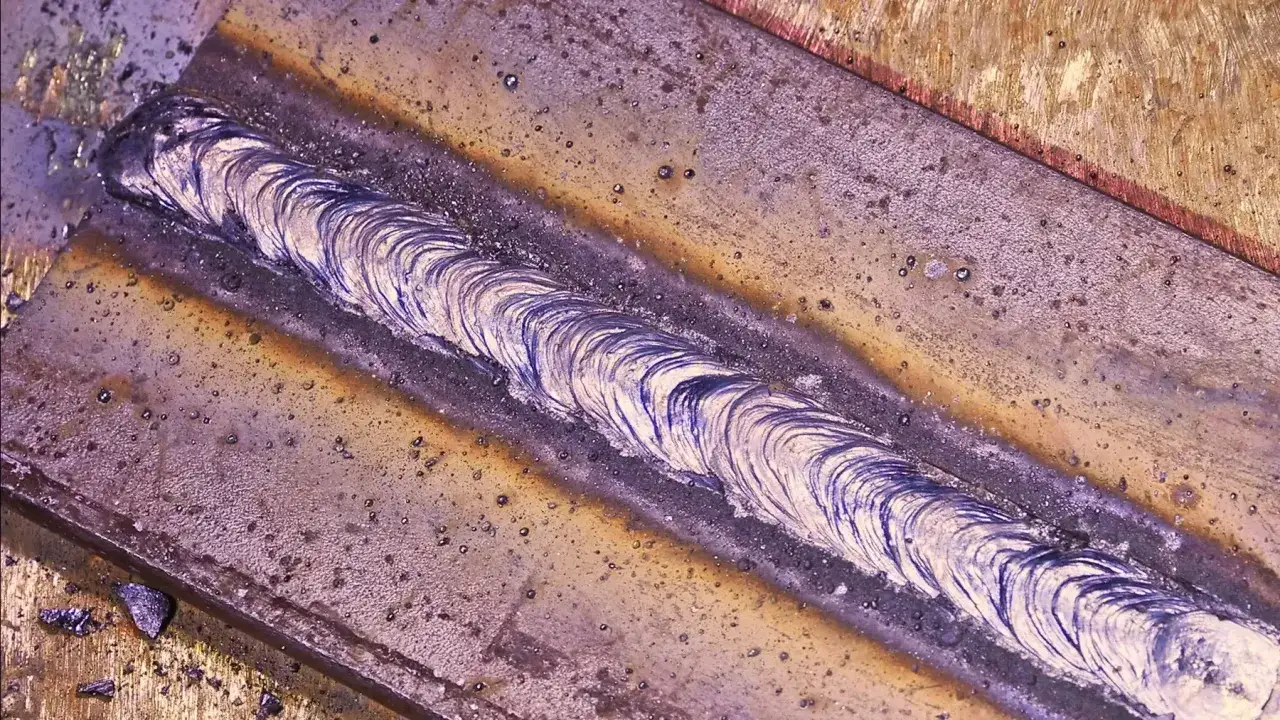
Jak prowadzić pierwszą spoinę krok po kroku
Gdy masz już przygotowany materiał i ustawiony prąd, ustaw próbkę na płasko. Na początku nie próbuj spawać w pionie, nad głową ani na skomplikowanym narożu - pierwsze godziny warto poświęcić na pozycję podolną, bo tam najłatwiej obserwować jeziorko spawalnicze.
- Przyłóż elektrodę pod niewielkim kątem - zwykle 10-20 stopni w kierunku prowadzenia.
- Zajarz łuk przez lekkie zarysowanie lub szybkie dotknięcie i odsunięcie elektrody.
- Utrzymuj krótki łuk; przy elektrodzie 2,5 mm dystans rzędu 2-3 mm jest dobrym punktem wyjścia.
- Idź równym tempem, nie przyspieszaj z emocji i nie wykonuj szerokich wachlarzy, jeśli nie musisz.
- Obserwuj jeziorko - ma być stabilne, a nie rozlane i rozbryzgane.
- Zakończ spokojnie, odsuń elektrodę i skuć żużel dopiero wtedy, gdy spoina ostygnie na tyle, żeby nie ryzykować poparzenia.
Na początku prosty, liniowy ścieg daje więcej informacji niż „ładna” technika ozdobna. Jeśli widzisz, że spoina robi się za wysoka, zwykle poruszasz się za wolno albo prąd jest za niski; jeśli zaczyna podcinać krawędzie, z reguły jedziesz za szybko albo amperaż jest zbyt wysoki. Po kilku próbach wyraźnie widać, co w twojej ręce działa, a co jeszcze wymaga korekty.
Jakie błędy pojawiają się najczęściej i jak je poprawić
Najlepsza część nauki zaczyna się wtedy, gdy przestajesz zgadywać. Przy pierwszych ściegach pewne wady będą się powtarzać, ale większość z nich da się poprawić bez kupowania nowej spawarki - zwykle trzeba tylko zmienić jeden parametr albo jeden nawyk.
| Objaw | Najczęstsza przyczyna | Szybka poprawka |
|---|---|---|
| Elektroda się przykleja | Za niski prąd, zbyt krótki łuk, zbyt wolna reakcja | Dodaj 5-10 A i trzymaj krótszy, ale nie zerowy odstęp |
| Dużo odprysków | Za wysoki prąd lub za długi łuk | Zmniejsz amperaż i zbliż elektrodę do jeziorka |
| Porowata spoina | Brud, wilgoć, przeciąg, mokra elektroda | Oczyść materiał, osłoń stanowisko, przechowuj elektrody sucho |
| Podcięcia przy krawędziach | Za szybkie prowadzenie albo zbyt wysoki prąd | Zwolnij i lekko obniż parametry |
| Żużel zostaje w spoinie | Zły kąt, zbyt szybki ruch, brak czyszczenia między ściegami | Prowadź równiej, usuń żużel po każdym przebiegu |
| Spoina jest zbyt wypukła | Za wolne prowadzenie albo za niski prąd | Przyspiesz nieco lub podnieś amperaż o mały krok |
Najważniejsza zasada jest prosta: zmieniaj jedną rzecz naraz. Jeśli jednocześnie podniesiesz prąd, zmienisz kąt i przyspieszysz ruch, trudno będzie ocenić, co naprawdę poprawiło wynik.
Gdy rozumiesz już błędy, zostaje najważniejsze pytanie praktyczne: jak ćwiczyć, żeby po kilku sesjach faktycznie widać było postęp, a nie tylko zmęczenie ręki.
Jak ćwiczyć, żeby po kilku próbach widzieć postęp
Najlepszy plan nauki jest krótszy, niż zwykle się wydaje. Ja zaczynam od trzech sesji po 30-40 minut, bo po takim czasie ręka jeszcze pracuje świadomie, a oko nadal dobrze widzi, co się dzieje na spoinie. Dłuższe maratony częściej uczą złych nawyków niż czegoś pożytecznego.
Na pierwszym etapie zrób serię 10 krótkich ściegów na płaskiej stali 3-5 mm, potem 5 połączeń na zakładkę i dopiero potem kilka prostych spoin narożnych. Zapisuj sobie prąd, typ elektrody i to, co wyszło najlepiej - po tygodniu takie notatki są cenniejsze niż pamięć „na oko”.
Jeśli po trzech sesjach potrafisz utrzymać równy łuk, nie przyklejasz elektrody co chwilę i widzisz ciągły ścieg bez dużych podtopień, jesteś na dobrej drodze. Wtedy możesz przejść od prób do prostych, realnych prac warsztatowych, ale nadal warto trzymać się zasady: najpierw czysty materiał, potem krótki test, dopiero później właściwe spawanie.