Najpierw dobierz drut samoosłonowy, potem ustaw DC- i prowadź palnik na ciągnięcie
- Bez gazu pracuje się na drucie proszkowym samoosłonowym, a nie na zwykłym drucie MIG.
- Najczęściej potrzebna jest biegunowość DC-, ale zawsze sprawdzam oznaczenie na szpuli i w instrukcji urządzenia.
- Dobry punkt startu to stickout 20-30 mm i kąt prowadzenia 10-15° na ciągnięcie.
- Ta metoda najlepiej sprawdza się na stali, w terenie, przy bramach, ogrodzeniach, ramach i naprawach warsztatowych.
- Na cienkiej blasze i przy spoinach „na pokaz” zwykle wygodniejszy jest klasyczny MIG z gazem.
Czym naprawdę jest ta metoda i kiedy ma sens
Ja rozdzielam tu dwie rzeczy, bo od tego zależy cała reszta: drut samoosłonowy i zwykły drut MIG to nie to samo. W technice FCAW-S osłonę jeziorka spawalniczego tworzy topnik wewnątrz drutu, a po spoinie zostaje żużel, który trzeba usunąć po każdym przejściu. To właśnie dlatego metoda jest wygodna w terenie, przy wietrze i na placu budowy, ale jednocześnie mniej „czysta” niż spawanie z gazem.
Jeśli pracujesz przy bramie, ogrodzeniu, ramie stalowej, uchwycie, konstrukcji pomocniczej albo naprawie w garażu, ta metoda potrafi być bardzo praktyczna. Jeśli jednak zależy Ci na gładkim licu, minimalnej ilości odprysków i bardzo cienkiej blasze, klasyczny MIG z gazem zwykle daje lepszy efekt końcowy. To kompromis między mobilnością a estetyką, nie cudowny zamiennik wszystkiego.
| Cecha | Drut samoosłonowy | Zwykły MIG z gazem |
|---|---|---|
| Osłona łuku | Tworzy ją topnik w drucie | Zapewnia butla z gazem |
| Praca na wietrze | Duża zaleta | Ryzyko zdmuchnięcia osłony |
| Czystość spoiny | Więcej żużla i odprysków | Zwykle czystsza spoina |
| Cienka blacha | Wymaga większej wprawy | Zwykle łatwiejsza do kontroli |
| Zastosowanie | Naprawy, teren, stal konstrukcyjna | Warsztat, estetyka, precyzyjne łączenia |
Ta różnica jest ważna, bo po niej od razu widać, czy szukasz wygody w terenie, czy raczej schludnej spoiny w warsztacie. Gdy to jest jasne, można przejść do właściwego doboru drutu i ustawienia maszyny.
Jak rozpoznać właściwy drut i źródło prądu
Najczęstszy błąd początkujących jest prosty: ktoś wkłada do migomatu zwykły drut lity i próbuje spawać bez gazu. Tego nie robię, bo kończy się to porowatością, niestabilnym łukiem i spoiną, której nie ma sensu traktować jako pewnej. Do pracy bez gazu potrzebny jest drut proszkowy samoosłonowy, często oznaczany jako E71T-11 albo podobnie, zależnie od producenta i przeznaczenia.
W praktyce patrzę na trzy rzeczy: oznaczenie na szpuli, zalecaną polaryzację i zakres materiałów. Dla stali niskowęglowej do amatorskich i półprofesjonalnych zastosowań bardzo często spotyka się druty all-position, czyli nadające się do wielu pozycji spawania. To wygodne, ale nadal trzeba trzymać się karty produktu, bo nie każdy samoosłonowy drut zachowuje się tak samo.
- Sprawdź opis typu - powinno być self-shielded, gasless albo samoosłonowy.
- Nie mieszaj technologii - drut z wymaganym gazem nie będzie pracował poprawnie bez butli.
- Dobierz średnicę do zadania - 0,8-0,9 mm do lekkich napraw i cieńszych profili, 1,0-1,2 mm do grubszej stali.
- Upewnij się, że sprzęt pozwala zmienić biegunowość - to w tej metodzie krytyczne.
Ja zawsze zakładam, że jeśli urządzenie ma stałą polaryzację i nie daje się łatwo przełączyć, to nie jest dobrym kandydatem do pracy z drutem samoosłonowym. Ten szczegół oszczędza dużo frustracji, bo bez właściwej biegunowości nawet dobry drut potrafi zachowywać się fatalnie. Następny krok to ustawienia, które robią największą różnicę.
Jak ustawić migomat do drutu samoosłonowego
Do pierwszego spoinowania ustawiam maszynę możliwie „z książki”, a nie pod własne wyczucie. Przy tej metodzie liczą się przede wszystkim: DC-, odpowiedni docisk rolek, sensowny wysięg drutu i prowadzenie palnika na ciągnięcie. Jeśli chcesz zacząć bez chaosu, to poniższa tabela daje dobry punkt wyjścia.
| Parametr | Dobry start | Dlaczego to ważne |
|---|---|---|
| Biegunowość | DC- | Najczęściej poprawia stabilność łuku przy drucie samoosłonowym |
| Średnica drutu | 0,8-0,9 mm do lżejszych prac, 1,0-1,2 mm do grubszej stali | Łatwiej dobrać energię łuku do grubości materiału |
| Wysięg drutu | 20-30 mm | Zbyt krótki lub zbyt długi pogarsza osłonę i zwiększa odpryski |
| Kąt prowadzenia | 10-15° na ciągnięcie | Pomaga prowadzić żużel za jeziorkiem i chronić spoinę |
| Ruch palnika | Równy, bez szarpania | Ułatwia utrzymanie stałej szerokości i wtopienia |
Do drutu proszkowego używam rolek i prowadzenia przewodu zgodnych z tą metodą, a docisk ustawiam tylko tak mocno, jak trzeba. Nie zgniatam drutu „na siłę”, bo wtedy podajnik zaczyna pracować nierówno, a łuk robi się kapryśny. Zostawiam też czystą końcówkę prądową dobraną pod średnicę drutu i robię próbę na kawałku odpadu, zanim dotknę właściwego elementu.
W złączach prostych prowadzenie też ma znaczenie: przy złączu teowym celuję zwykle w okolice 45°, przy zakładce częściej 60-70° względem dolnej blachy. To drobny detal, ale właśnie on często decyduje, czy materiał zostanie dobrze przetopiony, czy tylko „oblepiony” spoiną z wierzchu.
Jak prowadzić palnik i zrobić stabilną spoinę
Gdy sprzęt jest ustawiony, największą robotę robi technika ręki. Ja zaczynam od oczyszczenia miejsca spawania, bo choć drut samoosłonowy jest bardziej tolerancyjny niż solid wire, to nadal nie lubi tłustej, mokrej ani grubo pomalowanej powierzchni. Rdza powierzchniowa i lekki nalot jeszcze przejdą, ale luźna farba, olej, błoto czy wilgoć od razu podnoszą ryzyko porowatości.
- Oczyszczam strefę spoiny z luźnej rdzy, farby, smaru i odprysków po poprzednich przejściach.
- Sprawdzam biegunowość, docisk rolek i prawidłowy rozmiar końcówki prądowej.
- Robię krótki ścieg próbny na odpadku z tego samego materiału.
- Prowadzę palnik na ciągnięcie, utrzymując stały wysięg i kąt około 10-15°.
- Trzymam równą prędkość, bez gwałtownych zatrzymań i bez przesadnego wachlowania.
- Po każdym przejściu usuwam żużel i sprawdzam, czy spoina nie ma przyklejonych wtrąceń.
Jeśli materiał jest cienki, nie próbuję „naprawiać wszystkiego” większą ilością ciepła. Lepiej zrobić spokojny, krótki ścieg i ewentualnie dołożyć kolejny niż przegrzać blachę i wywołać przepalenie. Przy grubszej stali pilnuję natomiast, żeby nie jechać za szybko, bo wtedy łatwo o pozornie ładny ścieg z bardzo słabym wtopieniem.
Tu najbardziej widać różnicę między osobą, która tylko przykłada drut do materiału, a kimś, kto faktycznie kontroluje proces. Gdy spoiny zaczynają wyglądać „nie tak”, zwykle da się to odczytać z kilku powtarzalnych objawów.
Najczęstsze błędy i jak je odczytać po śladzie na spoinie
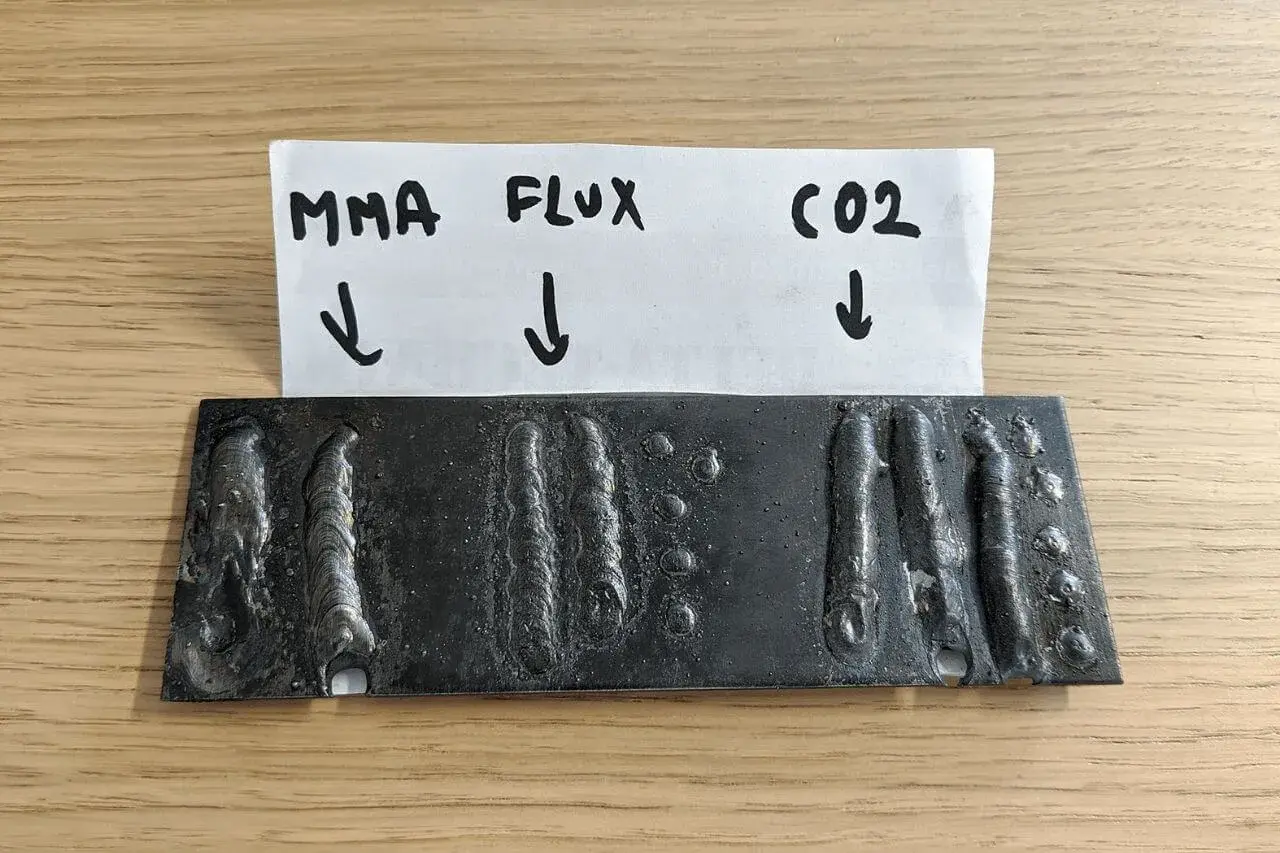
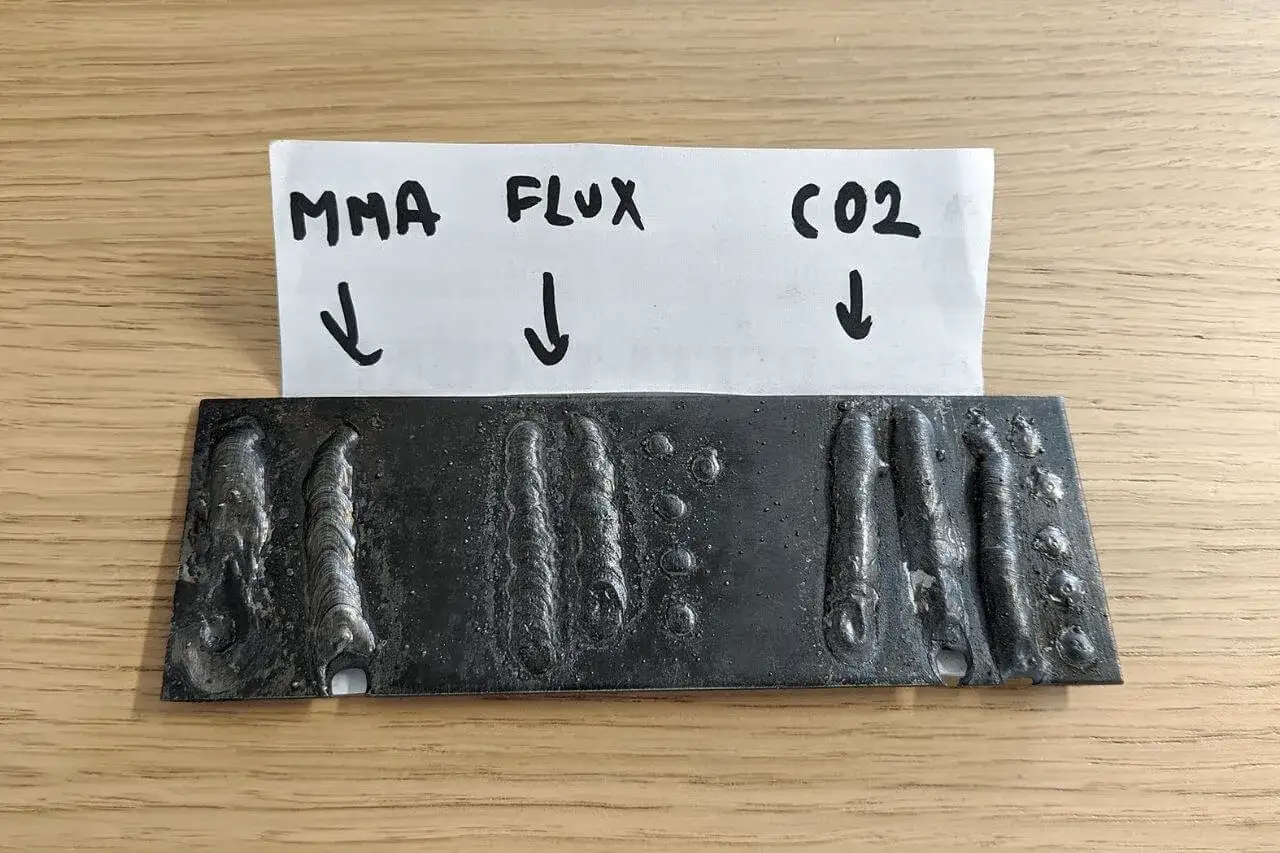
W tej metodzie błędy są dość czytelne, tylko trzeba je umieć skojarzyć z przyczyną. Ja patrzę przede wszystkim na odpryski, porowatość, kształt lica i sposób odrywania żużla. To daje lepszą diagnozę niż samo zgadywanie ustawień na ślepo.
| Objaw | Najbardziej prawdopodobna przyczyna | Co zmienić |
|---|---|---|
| Dużo odprysków | Zły kąt prowadzenia, zbyt długi wysięg, za agresywne ustawienie | Skrócić wysięg, wrócić do 10-15° na ciągnięcie, skorygować parametry |
| Małe dziurki i porowatość | Brudny materiał, wilgotny drut, przeciąg, zbyt szybkie prowadzenie | Oczyścić strefę spoiny, osuszyć drut, poprawić osłonę ruchu palnika |
| Spoina leży na powierzchni, ale słabo się wiąże | Za szybki przesuw albo za mało energii | Zmniejszyć tempo jazdy i delikatnie podnieść parametry |
| Żużel wtopiony w lico | Za płaska praca palnika, zbyt małe czyszczenie między przejściami | Zmienić kąt prowadzenia i dokładnie usuwać żużel po każdym ściegu |
| Łuk przerywa lub „strzela” | Nieprawidłowa biegunowość, zły docisk rolek, zużyta końcówka | Sprawdzić DC-, podawanie drutu i stan osprzętu |
Najczęściej nie poprawiam wszystkiego naraz. Zmieniam jeden parametr, robię kolejny ścieg próbny i dopiero potem idę dalej. To podejście oszczędza materiał i pozwala naprawdę zobaczyć, co było źródłem problemu. Gdy już to umiesz, dużo łatwiej zdecydować, kiedy ta metoda jest najlepszym wyborem, a kiedy lepiej sięgnąć po gaz.
Gdzie ta metoda wygrywa, a gdzie lepiej wybrać gaz
W mojej ocenie drut samoosłonowy najlepiej sprawdza się tam, gdzie liczy się prostota pracy i odporność na warunki zewnętrzne. Ogrodzenia, furtki, bramy, stelaże, naprawy profili, elementy maszyn, konstrukcje pomocnicze czy roboty na zewnątrz to naturalne środowisko dla tej techniki. Na budowie i w terenie przewaga jest oczywista: nie musisz ciągnąć butli, a wiatr nie psuje Ci osłony.
| Sytuacja | Lepszy wybór | Dlaczego |
|---|---|---|
| Naprawa bramy lub ogrodzenia na zewnątrz | Drut samoosłonowy | Brak butli i większa odporność na wiatr |
| Łączenie grubszego profilu stalowego | Drut samoosłonowy albo FCAW w zależności od wymagań | Duża wydajność i sensowna penetracja |
| Cienka blacha z widoczną spoiną | MIG z gazem | Mniej odprysków i lepsza estetyka |
| Prace wewnątrz garażu bez wentylacji | Żadna z metod bez poprawnej wentylacji | Drut samoosłonowy dymi mocniej i nadal wymaga odciągu |
| Aluminium | Nie ten proces | Ta metoda nie jest do tego praktycznym wyborem |
Właśnie tu lubię być uczciwy: spawanie bez gazu nie zastępuje klasycznego MIG-a wszędzie. Jeśli potrzebujesz ładnej, czystej spoiny na cienkim materiale, z reguły bardziej opłaca się dołożyć butlę niż walczyć z odpryskami i żużlem. Jeśli jednak priorytetem jest teren, mobilność i stal, ta metoda potrafi dać bardzo sensowne rezultaty.
Co jeszcze sprawdzam przed pierwszym większym spawem
Przed większą robotą robię prostą listę kontrolną, bo to ona najczęściej ratuje czas i materiał. Samo ustawienie maszyny nie wystarczy, jeśli szpula była przechowywana w wilgoci, końcówka jest zużyta albo ktoś zostawił w przewodzie resztki po innym drucie. W takiej sytuacji nawet dobry sprzęt pracuje nierówno.
- Sprawdzam, czy drut jest suchy i czy szpula nie miała kontaktu z wilgocią.
- Potwierdzam biegunowość na maszynie, zanim w ogóle zajarzę łuk.
- Kontroluję rolki podające, prowadnik i końcówkę prądową.
- Przy ocynku zdejmuję powłokę ze strefy spoiny i dbam o dobrą wentylację.
- Zawsze mam pod ręką młotek do żużla i szczotkę drucianą.
- Przy elementach nośnych nie oceniam jakości tylko po wyglądzie lica, ale po rzeczywistym wtopieniu i powtarzalności ściegu.
Jeśli potraktujesz tę metodę jako praktyczne narzędzie do stali, a nie jako skrót pozwalający ominąć przygotowanie materiału, dostaniesz z niej dużo. Najwięcej robią tu trzy rzeczy: właściwy drut, poprawna biegunowość i spokojna technika prowadzenia palnika. Reszta to już dopracowanie ustawień pod konkretny materiał i cierpliwe testy na odpadzie.