Spawanie MAG to jedna z tych metod, które w warsztacie i na budowie wygrywają wtedy, gdy liczą się tempo pracy, powtarzalność i sensowny koszt wykonania. W tym artykule pokazuję, jak działa łuk w osłonie gazu aktywnego, kiedy ta technika ma przewagę nad innymi metodami, jak dobrać gaz i drut do stali oraz jakie ustawienia i błędy najczęściej decydują o jakości spoiny. Dorzucam też praktyczne porównanie z innymi procesami, żeby łatwiej ocenić, czy to naprawdę najlepszy wybór do konkretnego zadania.
Najważniejsze fakty o metodzie 135 w jednym miejscu
- Metoda 135 wykorzystuje drut topliwy i gaz aktywny; najczęściej pracuje na stali konstrukcyjnej i niskostopowej.
- Mieszanki argonowe z dodatkiem CO2 są zwykle stabilniejsze i dają mniej odprysków niż czyste CO2, choć to drugie nadal bywa użyteczne przy większym wtopieniu.
- Praktyczny punkt startowy dla wielu prac to drut 0,8-1,2 mm, przepływ gazu około 12-16 l/min i krótki wylot drutu 10-15 mm.
- Przeciąg, rdza, farba i cynk to najczęstsze przyczyny porowatości oraz niestabilnego łuku.
- Na zewnątrz ta metoda działa dobrze tylko wtedy, gdy osłonę gazową da się skutecznie ochronić przed wiatrem.
Czym jest spawanie MAG i dlaczego tak dobrze pracuje ze stalą
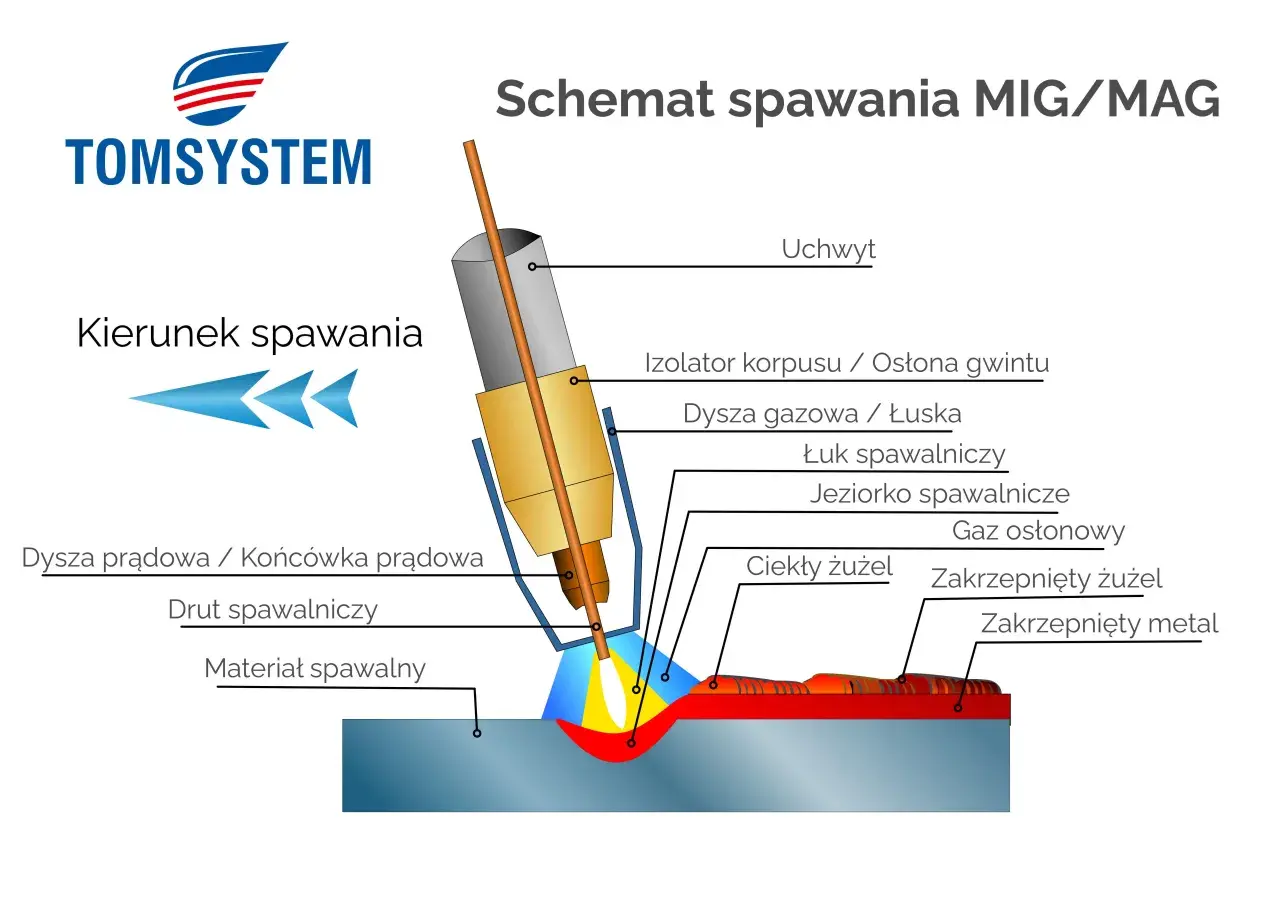
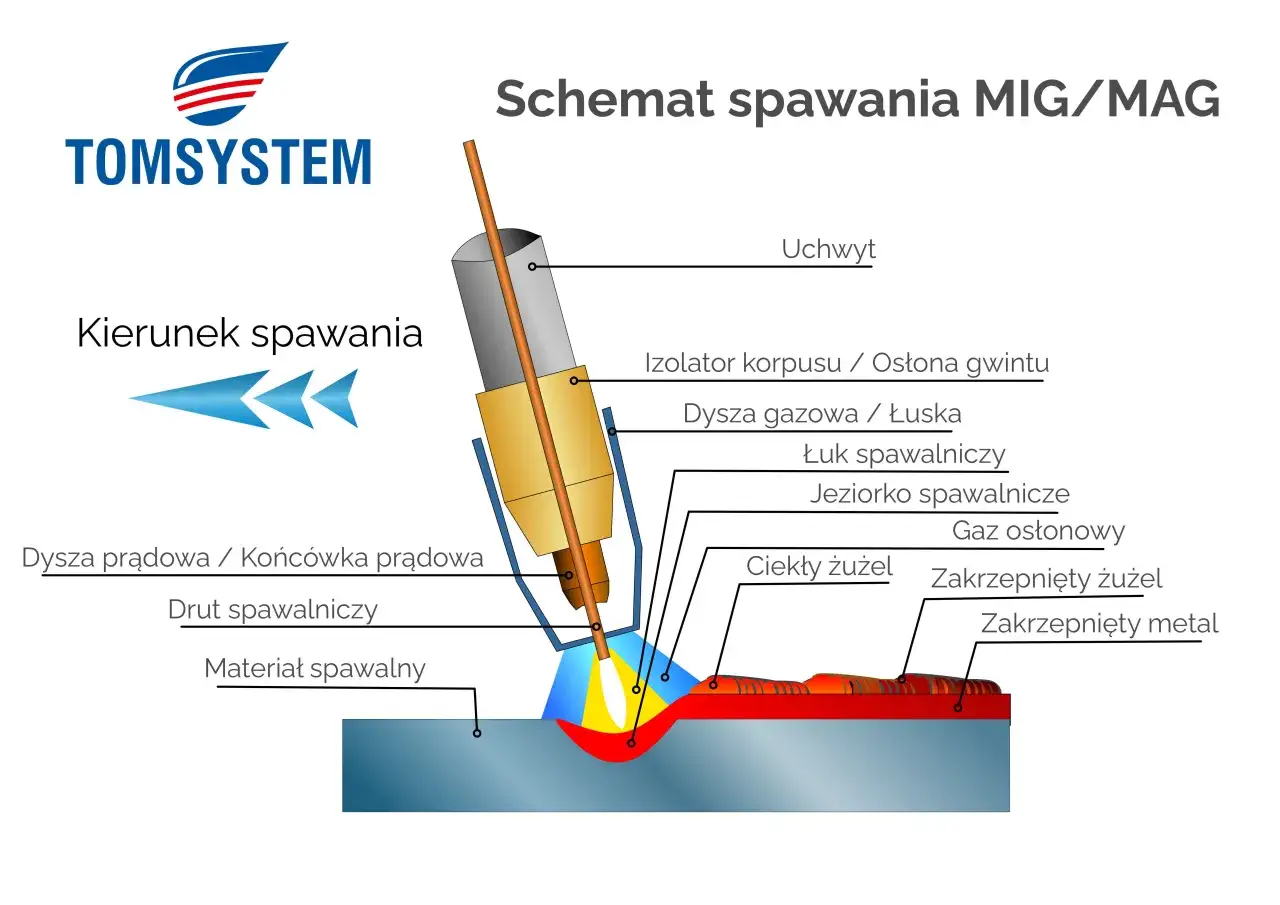
W skrócie: to spawanie łukowe z elektrodą topliwą, w którym drut jest podawany mechanicznie do jeziorka spawalniczego, a łuk chroni gaz osłonowy. W praktyce norma PN-EN ISO 4063 opisuje tę technikę jako metodę 135, czyli proces nastawiony na wydajność, prostą automatykę i dobrą powtarzalność. Ja najczęściej widzę ją tam, gdzie trzeba szybko łączyć stalowe elementy bez zbędnego poprawiania spoiny.
Różnica wobec MIG jest prosta, ale ważna: w MAG-u używa się gazów aktywnych, zwykle z domieszką CO2 lub tlenu, a nie wyłącznie gazów obojętnych. Dlatego ta metoda najlepiej czuje się przy stalach niestopowych, niskostopowych i części stali wysokostopowych, natomiast przy aluminium wchodzimy już w inny proces i inny dobór gazu. Właśnie dlatego w ślusarstwie, konstrukcjach stalowych i naprawach warsztatowych MAG stał się tak popularny.
W praktyce najważniejsze jest to, że osłona gazowa wypiera tlen, azot i wilgoć z okolicy łuku. Dzięki temu stopiony metal mniej się utlenia, spoinę łatwiej kontrolować, a ryzyko porowatości spada. Z tego wynika prosta zasada: im lepiej rozumiesz, co dzieje się w łuku i wokół jeziorka, tym mniej czasu tracisz na poprawki. To prowadzi do pytania, gdzie ta metoda daje najlepszy efekt.
Gdzie ta metoda daje najlepszy efekt
Najczęściej wykorzystuję ją tam, gdzie liczy się rozsądny kompromis między szybkością a jakością. Dobrze sprawdza się przy ramach stalowych, ogrodzeniach, bramach, balustradach, wspornikach, konstrukcjach pomocniczych, naprawach maszyn i w produkcji seryjnej. Właśnie tu ujawnia się jej największa zaleta: można spawać szybko, a przy dobrze ustawionym procesie obróbka po spawaniu jest niewielka.
| Zastosowanie | Dlaczego się sprawdza | Na co uważać |
|---|---|---|
| Ramy, profile i konstrukcje stalowe | Wysoka wydajność, łatwe prowadzenie długich spoin, dobra automatyzacja | Trzeba dobrze przygotować krawędzie i pilnować odkształceń |
| Bramy, ogrodzenia, balustrady | Szybkie łączenie elementów, przewidywalna jakość, wygoda w warsztacie | Ozdobne elementy wymagają lepszej kontroli odprysków i lica |
| Naprawy maszyn i osprzętu | Łatwy start, szybka naprawa, niewielki koszt materiałów dodatkowych | Brud, farba i resztki oleju wyraźnie pogarszają jakość łuku |
| Produkcja seryjna i robotyzacja | Powtarzalność, duża prędkość, mało czasu na obróbkę po spoinie | Stanowisko i parametry muszą być stabilne, inaczej błąd powiela się w całej serii |
Nie traktowałbym jednak tej metody jako idealnej do pracy w pełnym przewiewie. Przeciąg potrafi rozbić osłonę gazową szybciej, niż wielu początkujących zakłada, a wtedy nawet przy poprawnych nastawach pojawiają się pory i rozpryski. Skoro wiadomo już, gdzie MAG daje przewagę, czas przejść do tego, co w praktyce decyduje o efekcie: gazu, drutu i materiału.
Jak dobrać gaz i drut do konkretnego materiału
Ja zwykle zaczynam od materiału podstawowego, dopiero potem dobieram osłonę i średnicę drutu. W przypadku stali konstrukcyjnej i niskostopowej najczęściej sens ma mieszanka argonu z CO2, czasem z niewielkim dodatkiem tlenu, bo daje dobry kompromis między stabilnością łuku, wtopieniem i ilością odprysków. Czyste CO2 nadal bywa użyteczne, ale trzeba liczyć się z większą ilością rozprysków i bardziej agresywnym charakterem łuku.
| Materiał | Typowy gaz | Drut i punkt startowy | Co to daje w praktyce |
|---|---|---|---|
| Stal niestopowa i niskostopowa | Mieszanki Ar/CO2, czasem Ar/CO2/O2 | Drut lity 0,8-1,2 mm, przepływ zwykle 12-16 l/min | Dobra wydajność, stabilny łuk, sensowny kompromis między wtopieniem a odpryskami |
| Stal wysokostopowa | Mieszanki o niskiej aktywności, np. argon z niewielką domieszką CO2 | Drut 0,8-1,2 mm, ustawienie nastawione na niskie utlenianie | Lepsze lico spoiny i mniejsze ryzyko nadmiernego utlenienia |
| Cienkie elementy | Stabilna mieszanka o małej ilości gazu aktywnego | Drut 0,8 mm, krótki łuk, niższy prąd | Mniejsze ryzyko przepalenia i łatwiejsza kontrola jeziorka |
| Praca z naciskiem na koszty | Czyste CO2 | Najczęściej drut lity 0,9-1,2 mm | Niższy koszt gazu, ale zwykle więcej odprysków i większa ilość dymu |
Jeśli miałbym wskazać jedną rzecz, którą początkujący często pomijają, to byłaby nią zgodność gazu z materiałem. Stal i nierdzewka nie lubią przypadkowych mieszanek, a aluminium w ogóle nie jest polem do eksperymentów z MAG-em, bo tam wchodzi w grę inny rodzaj osłony. Druga rzecz to drut: drut lity jest standardem, ale drut rdzeniowy z gazem osłonowym bywa rozsądny wtedy, gdy potrzebujesz większej tolerancji na mniej idealne warunki albo wyższej wydajności. Dobry dobór osłony rozwiązuje połowę problemów, ale druga połowa zależy od nastaw i prowadzenia łuku.
Jak ustawić parametry i prowadzić łuk bez zgadywania
Nie traktuję nastaw jako magicznej recepty, tylko jako punkt startowy. W MIG/MAG najważniejsze są trzy rzeczy: średnica drutu, posuw drutu i napięcie, a reszta ma wspierać stabilność łuku. Dla cienkich blach zwykle zaczynam od drutu 0,8 mm i krótkiego łuku, przy grubszych elementach przechodzę w 0,9-1,0 mm, a przy większych przekrojach albo pracy produkcyjnej w 1,2 mm. W praktyce bardzo często wystarcza zakres przepływu gazu około 12-16 l/min, ale tylko wtedy, gdy dysza jest czysta i nie ma przeciągu.
Punkty startowe, które naprawdę pomagają
Jeśli spawam stal konstrukcyjną w trybie krótkiego łuku, to jako orientacyjny punkt startowy traktuję zakres około 50-180 A i 15-23 V. Przy cienkich elementach ważniejsze od samej wartości prądu jest to, by jeziorko było pod kontrolą, a nie rozlewało się na boki. Dla materiałów grubszych łuk natryskowy albo pulsacyjny daje większą wydajność i głębsze wtopienie, ale wymaga lepszego doboru gazu i stabilniejszego stanowiska.| Sytuacja | Punkt startowy | Co sprawdzać od razu |
|---|---|---|
| Blacha 1-3 mm | Drut 0,8 mm, krótki łuk, umiarkowany posuw | Czy nie przegrzewasz materiału i czy nie pojawiają się przepalenia |
| Profile i blachy 3-8 mm | Drut 0,9-1,0 mm, stabilny posuw, przepływ gazu 12-16 l/min | Czy spoina ma dobre wtopienie i niewiele odprysków |
| Grubsze elementy | Drut 1,0-1,2 mm, większa energia łuku, często łuk natryskowy lub pulsacyjny | Czy spoiny nie są zbyt wypukłe i czy nie rośnie ilość obróbki po spawaniu |
Przeczytaj również: Ile kosztuje spawanie bramy? Poznaj ceny i ukryte koszty usług
Małe detale, które robią dużą różnicę
- Trzymaj krótki wylot drutu, zwykle około 10-15 mm.
- Nie ustawiaj przepływu gazu zbyt wysoko, bo nadmiar potrafi wywołać turbulencje i zasysać powietrze.
- Dbaj o czystą dyszę i końcówkę prądową, bo zabrudzenia szybko psują stabilność łuku.
- Prowadź uchwyt spokojnie, bez szarpania i bez zbędnego wachlowania na boki.
- Zrób próbkę na odpadowym kawałku tego samego materiału, zanim wejdziesz w docelowy detal.
Gdy parametry są rozsądne, łuk pracuje równo i bez niepotrzebnego syczenia. Jeśli brzmi nerwowo, pryska i zostawia nieregularne lico, zwykle problem nie leży w samym drucie, tylko w ustawieniu gazu, zbyt długim wylocie albo zbyt dużej odległości od materiału. Z takiego miejsca już łatwo przejść do błędów, które widzę najczęściej.
Najczęstsze błędy i co z nich wynika
W tej metodzie wiele problemów wygląda podobnie na pierwszy rzut oka, ale ich przyczyny są zupełnie różne. Porowatość, nadmierne odpryski albo niestabilny łuk to zwykle sygnał, że coś nie gra z osłoną gazową, przygotowaniem materiału albo geometrią prowadzenia uchwytu. I tu jestem dość stanowczy: MAG wybacza sporo, ale nie wybacza bałaganu na stanowisku.
| Błąd | Co się dzieje ze spoiną | Jak to naprawić |
|---|---|---|
| Za mały przepływ gazu | Pory, utlenienie, niestabilne jeziorko | Sprawdź szczelność układu i ustaw przepływ w rozsądnym zakresie pracy |
| Za duży przepływ gazu | Turbulencje i zasysanie powietrza do strefy łuku | Odsuń się od odruchu „im więcej, tym lepiej” i wróć do praktycznego zakresu |
| Brudna, zardzewiała albo zatłuszczona krawędź | Rozpryski, brak stabilności, porowatość | Oczyść krawędzie, odtłuść powierzchnię i usuń luźne naloty |
| Zbyt długi wylot drutu | Gorsze wtopienie i trudniejsza kontrola łuku | Skróć wylot do około 10-15 mm i sprawdź, czy łuk się uspokoił |
| Spawanie na wietrze lub w przeciągu | Porowatość i rozbite lico spoiny | Osłoń stanowisko albo wybierz metodę mniej wrażliwą na warunki otoczenia |
| Za wysoka energia łuku na cienkim materiale | Przepalenia, podtopienia krawędzi, odkształcenia | Obniż prąd, skróć łuk i pracuj na próbce |
| Brak odciągu przy cynku i farbach | Gorsze warunki pracy i większe obciążenie dymami | Zadbaj o wentylację, przygotowanie powierzchni i środki ochrony |
Przy ocynku zachowuję szczególną ostrożność, bo cynk i opary spawalnicze nie są czymś, co można zignorować. W praktyce lepiej poświęcić kilka minut na przygotowanie stanowiska niż później walczyć z porami, nadmiernym dymem i poprawkami. Czasem jednak problem nie leży w ustawieniach, tylko w tym, że wybrana metoda zwyczajnie nie pasuje do warunków pracy.
Kiedy lepiej sięgnąć po inną metodę niż MAG
MAG jest szybki i wygodny, ale nie jest odpowiedzią na wszystko. Jeżeli pracujesz w terenie, na otwartej przestrzeni albo w miejscu, gdzie wiatr regularnie rozbija osłonę gazową, rozsądniejszy bywa MMA albo drut proszkowy samoosłonowy. Z kolei przy cienkich, bardzo estetycznych spoinach na nierdzewce lub przy aluminium częściej wygrywa TIG albo MIG, bo daje większą kontrolę nad wyglądem i czystością lica.
| Potrzeba | Lepszy wybór | Dlaczego |
|---|---|---|
| Szybkie łączenie stali w warsztacie | MAG | Wysoka wydajność, łatwe prowadzenie długich spoin, dobra powtarzalność |
| Praca w terenie, wiatr, trudny dostęp | MMA albo drut samoosłonowy | Mniej zależności od stabilnej osłony gazowej |
| Wysoka estetyka spoiny na nierdzewce | TIG lub dobrze dobrany proces MIG/MAG z odpowiednim gazem | Lepsza kontrola nad wyglądem i mniejsza ilość obróbki |
| Aluminium i stopy metali nieżelaznych | MIG | Tu gaz i charakter procesu są dopasowane do materiału nieżelaznego |
| Naprawy na mniej przygotowanym materiale | MMA lub drut rdzeniowy | Większa tolerancja na trudniejsze warunki i mniej idealne stanowisko |
Właśnie na tym polega praktyczne podejście: nie bronić jednej metody za wszelką cenę, tylko dobrać ją do materiału, miejsca pracy i oczekiwanego efektu. Jeśli stanowisko jest osłonięte, materiał stalowy, a liczy się wydajność, MAG zwykle będzie bardzo mocnym wyborem. Jeśli warunki są trudne albo detal wymaga czegoś bardziej specjalistycznego, zmiana procesu oszczędza czas i nerwy. Zostało jeszcze jedno: co przygotować, zanim w ogóle pojawi się pierwszy łuk.
Co sprawdzić przed pierwszym łukiem
Przed rozpoczęciem pracy zawsze robię krótką kontrolę stanowiska, bo to oszczędza więcej czasu niż późniejsze poprawki. Dobrze przygotowany detal, właściwy gaz i czysta końcówka prądowa często dają lepszy efekt niż kolejne próby kręcenia pokrętłami w trakcie spawania. Jeśli zaczynasz od zera, potraktuj tę listę jak szybki start.
- Sprawdź, czy materiał jest odtłuszczony, odrdzewiony i dobrze spasowany.
- Upewnij się, że masz właściwą średnicę drutu do grubości materiału.
- Zweryfikuj gaz osłonowy, szczelność przewodów i ustawiony przepływ.
- Oczyść dyszę i końcówkę prądową, zanim łuk zacznie pracować niestabilnie.
- Sprawdź połączenie masowe, bo słaby styk szybko psuje jakość spoiny.
- Zrób próbę na odpadowym kawałku tego samego materiału i dopiero potem przejdź do właściwego elementu.
- Zadbaj o wentylację, odciąg i ochronę osobistą, zwłaszcza przy ocynku i pracach wewnątrz pomieszczeń.
Jeśli zaczynasz od stali konstrukcyjnej, najbezpieczniej myśleć o MAG jako o metodzie do szybkiej, przewidywalnej pracy w osłoniętym stanowisku: dobierasz właściwy gaz, krótki wylot drutu, czyste krawędzie i rozsądny przepływ, a resztę korygujesz na próbkach, nie na gotowym detalu.