MIG/MAG to metoda, która łączy szybkość, dobrą kontrolę nad jeziorkiem i szerokie zastosowanie od lekkich napraw warsztatowych po konstrukcje stalowe. Najwięcej pytań budzi nie sama zasada działania, ale to, jak dobrać drut, gaz i parametry, żeby spoiny były czyste, a nie przegrzane albo porowate. W tym tekście porządkuję najważniejsze zasady, pokazuję różnice między wariantami procesu i podpowiadam, kiedy ta technika rzeczywiście ma sens.
Najważniejsze rzeczy, które warto wiedzieć o metodzie MIG
- MIG/MAG to proces z drutem topliwym i osłoną gazową, a w praktyce w Polsce te nazwy bywają używane zamiennie.
- Do stali najczęściej wybiera się MAG, a do aluminium i innych metali nieżelaznych prawdziwy MIG z argonem.
- Największy wpływ na jakość spoiny mają: czystość materiału, stabilny posuw drutu, przepływ gazu i długość wysunięcia drutu.
- Przy cienkich elementach najlepiej sprawdza się łuk zwarciowy, a przy grubszych blachach i wyższej wydajności tryb pulsujący lub natryskowy.
- Najczęstsze problemy to odpryski, porowatość, brak wtopienia i przegrzanie cienkiej blachy.
Na czym polega metoda MIG i kiedy sprawdza się najlepiej
Technicznie rzecz biorąc, MIG oznacza spawanie w osłonie gazu obojętnego, a MAG - w osłonie gazu aktywnego. W warsztatach i na budowach te określenia często mieszają się ze sobą, bo większość osób mówi skrótowo o całym procesie MIG/MAG. Ja wolę zachować tę różnicę, bo to właśnie gaz decyduje o tym, do jakiego materiału ta technika pasuje najlepiej.
W praktyce MAG wybiera się najczęściej do stali konstrukcyjnej, profili, bram, ogrodzeń, ram i napraw warsztatowych. MIG kojarzy się z aluminium, miedzią, magnezem czy tytanem, czyli z materiałami, które potrzebują osłony gazów obojętnych. Tę metodę ceni się za szybkość, wydajność i łatwe prowadzenie długich spoin, ale ma też swoje ograniczenia: jest wrażliwa na przeciąg, brud i błędy w ustawieniu parametrów.
Jeśli więc ktoś potrzebuje łączyć elementy powtarzalnie, szybko i z sensowną jakością, MIG/MAG zwykle trafia wysoko na liście. Gdy priorytetem jest absolutnie perfekcyjne lico, bardzo cienki materiał albo praca w silnym wietrze, częściej wygrywa inna metoda. Do tego wrócę jeszcze później, bo wybór procesu ma duże znaczenie dla całego efektu.
Jak przebiega proces od drutu do gotowej spoiny
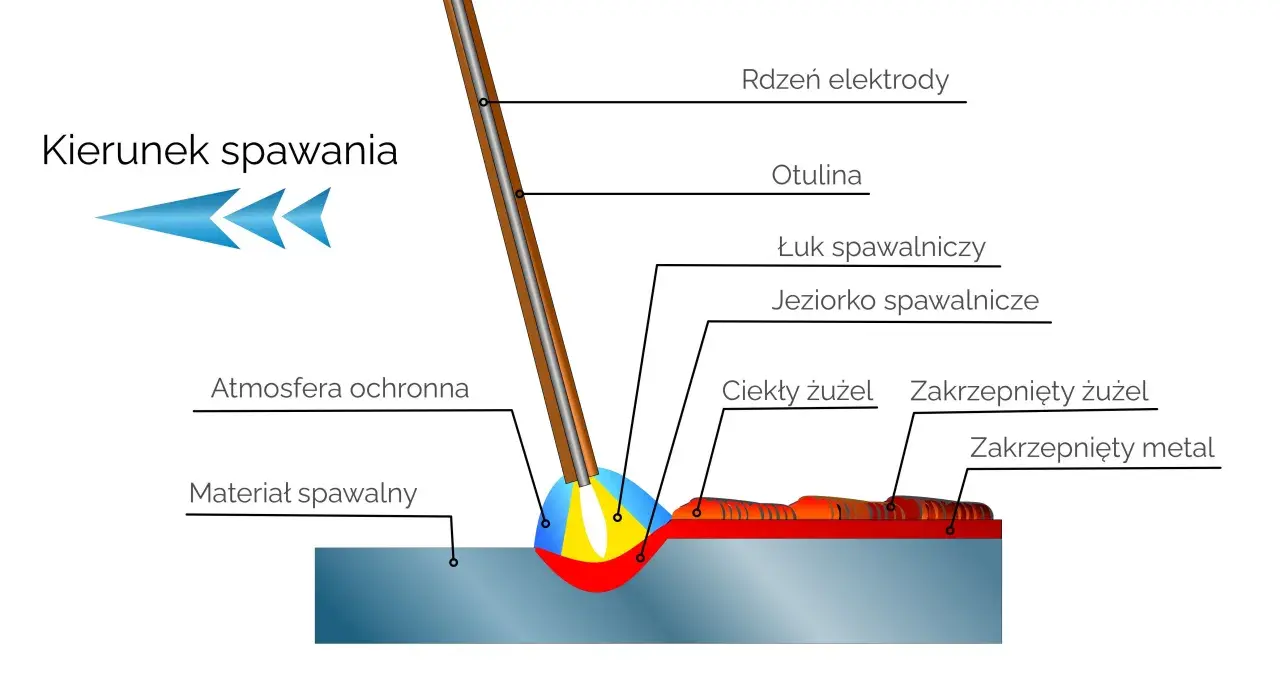
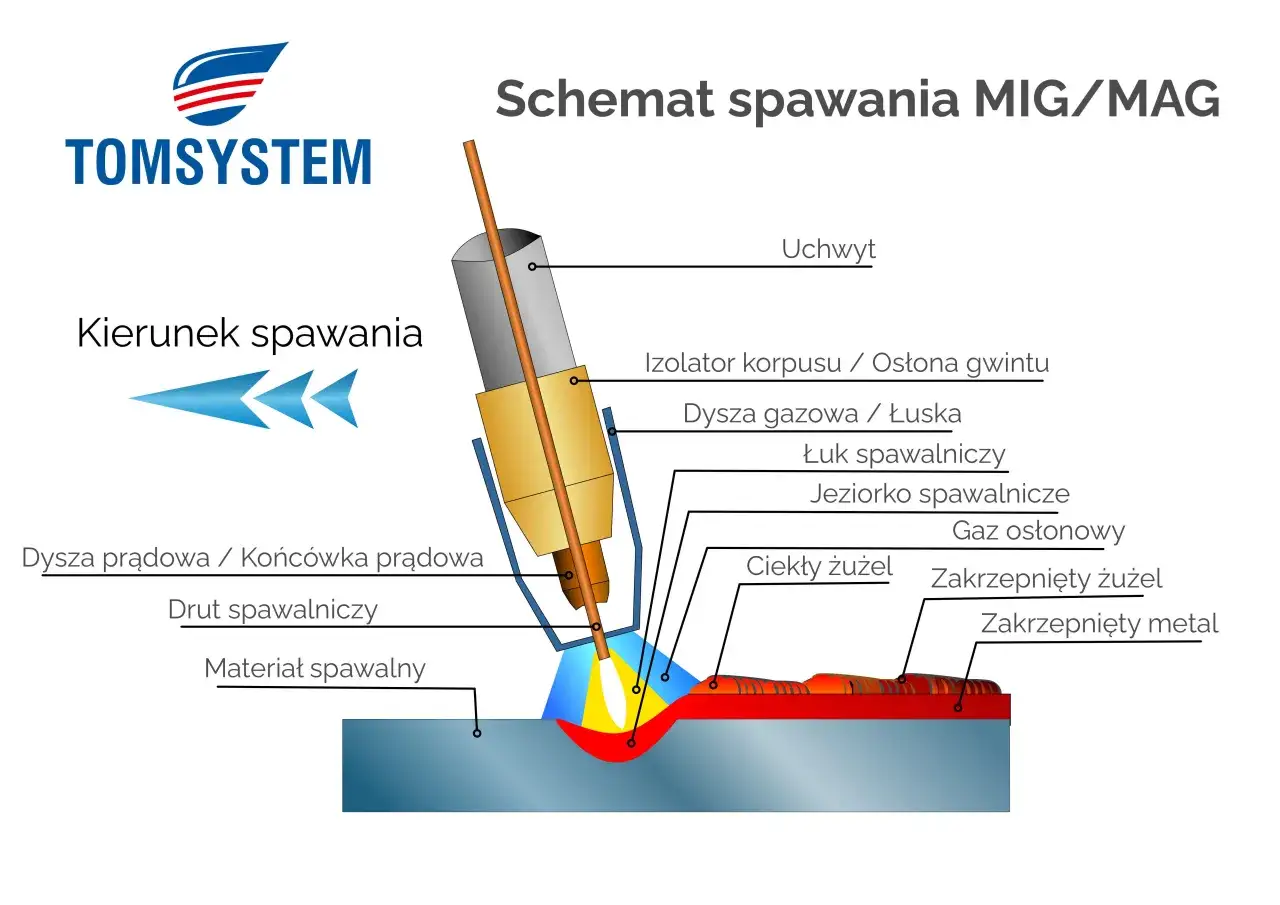
Sam mechanizm jest prosty, ale właśnie w tej prostocie łatwo przeoczyć szczegóły. W uchwycie spawalniczym drut elektrodowy jest podawany automatycznie przez podajnik, a łuk powstaje w chwili zetknięcia drutu z materiałem. Równocześnie z dyszy wypływa gaz osłonowy, który odcina jeziorko spawalnicze od tlenu z otoczenia.
- Ustawiasz materiał, grubość blachy i typ spoiwa.
- Dobierasz gaz osłonowy do metalu i pozycji spawania.
- Podajnik wypycha drut do uchwytu i przez końcówkę prądową do strefy spoiny.
- Po zajarzeniu łuku drut topi się i staje się materiałem dodatkowym.
- Ruch uchwytu prowadzi jeziorko i buduje kształt lica oraz wtopienie.
To dlatego przy tej metodzie tak ważne są trzy rzeczy naraz: długość łuku, stabilny posuw drutu i odpowiednia osłona gazowa. Jeżeli jedna z tych składowych zaczyna szwankować, na spoinie szybko widać odpryski, pory albo niestabilny ścieg. Z tego samego powodu początkujący często myślą, że „sprzęt jest zły”, kiedy w rzeczywistości problem leży w ustawieniu lub przygotowaniu materiału.
Przeczytaj również: Jak spawać profile żeby nie sciagalo: uniknij zwichrowania i deformacji
Tryby łuku, które naprawdę mają znaczenie
W MIG/MAG nie ma jednego, zawsze identycznego łuku. W zależności od prądu, napięcia i grubości materiału proces przechodzi w inne tryby przenoszenia metalu. Dla praktyka ważne są trzy z nich.
- Łuk zwarciowy - daje niższy dopływ ciepła i dobrze nadaje się do cienkich blach oraz spawania w pozycjach wymuszonych.
- Łuk natryskowy - zapewnia wysoką wydajność i czystszą spoinę, ale najlepiej pracuje w pozycjach płaskich i na grubszym materiale.
- Łuk pulsujący - łączy dobrą kontrolę jeziorka z mniejszą ilością odprysków, dlatego bywa świetnym kompromisem przy aluminium i bardziej wymagających złączach.
Jest jeszcze tryb pośredni, którego zwykle staram się unikać, bo potrafi generować niestabilność i większą ilość odprysków. Jeśli rozumiesz te różnice, dużo łatwiej przewidzieć, dlaczego jedna spoina wychodzi lekko i równo, a druga zaczyna „strzelać”. To już dobry moment, żeby przejść od zasady działania do doboru spoiwa i gazu.
Jak dobrać drut, gaz i materiał do zadania
Tu najczęściej robi się pierwszy praktyczny błąd: wybiera się ustawienia, zanim w ogóle ustali się, co jest spawane. Ja zaczynam zawsze od materiału, bo dopiero on mówi, jaki drut i jaka osłona mają sens. Inaczej pracuje się na stali konstrukcyjnej, inaczej na nierdzewce, a jeszcze inaczej na aluminium.
| Materiał | Najczęstsze spoiwo | Gaz osłonowy | Kiedy ma sens |
|---|---|---|---|
| Stal konstrukcyjna | Drut lity do stali, najczęściej 0,8-1,0 mm | Argon z dodatkiem CO2 albo czysty CO2 | Profile, bramy, ogrodzenia, ramy, konstrukcje pomocnicze |
| Stal nierdzewna | Drut nierdzewny, zwykle 0,8-1,0 mm | Mieszanka na bazie argonu z niewielkim dodatkiem składnika aktywnego | Elementy architektoniczne, osłony, meble techniczne, drobne konstrukcje |
| Aluminium | Drut aluminiowy, często 0,8-1,2 mm | Czysty argon lub mieszanka argonu z helem | Lekkie konstrukcje, obudowy, ramy, naprawy elementów z aluminium |
| Blacha ocynkowana | Drut do stali, dobrany ostrożnie do grubości materiału | Najczęściej mieszanka argonowa do stali | Naprawy i lekkie konstrukcje, ale po usunięciu powłoki w strefie spoiny |
Przy grubości materiału warto myśleć nie tylko o spoiwie, ale też o średnicy drutu. Na cienkich blachach najczęściej zaczynam od 0,6 lub 0,8 mm, bo łatwiej kontrolować dopływ ciepła. 1,0 mm daje uniwersalność przy pracy warsztatowej, a 1,2 mm przydaje się tam, gdzie liczy się wyższa wydajność i większe wypełnienie złącza.
Do stali czarnych w praktyce bardzo często wybiera się mieszanki argonu z dodatkiem CO2, bo dają spokojniejszy łuk i mniej odprysków niż czysty CO2. Z kolei czysty CO2 bywa tańszy i potrafi zapewnić mocniejsze wtopienie, ale zwykle kosztem większego rozprysku. To właśnie ten kompromis trzeba świadomie ocenić, a nie zgadywać na oko. Skoro materiał i gaz są już dobrane, czas przejść do ustawień, które realnie widać na spoinie.
Jak ustawić parametry i prowadzić uchwyt, żeby spoiny były równe
Najważniejsze pokrętła to prędkość podawania drutu, napięcie i przepływ gazu. W uproszczeniu: zbyt mały posuw daje niestabilny łuk i słabe wtopienie, a zbyt duży potrafi „pchać” łuk i robić bałagan na jeziorku. Ja zwykle zaczynam od ustawień bazowych producenta, a potem robię krótki próbny ścieg na odpadzie z tego samego materiału.
W praktyce przydają się też konkretne wartości startowe:
- Przepływ gazu - zazwyczaj 10-20 l/min; jako punkt wyjścia dobrze sprawdza się zasada około 10 l/min na 1 mm średnicy drutu w spokojnym, osłoniętym miejscu.
- Kąt prowadzenia - najczęściej 5-15 stopni w kierunku ruchu.
- Wysunięcie drutu - zwykle krótkie, mniej więcej 10-15 mm przy pracy warsztatowej na stali.
- Dobór trybu łuku - krótkie serie i cienkie blachy lubią łuk zwarciowy, a grubsze elementy i większa wydajność dobrze reagują na tryb natryskowy albo pulsujący.
Najczęściej polecam technikę push, czyli prowadzenie uchwytu „od siebie”, gdy zależy mi na lepszej widoczności jeziorka i spokojniejszym ściegowym licu. Przy grubszych elementach albo tam, gdzie ważniejsze jest wtopienie, można korzystać z delikatnego prowadzenia „ciągnącego”, ale trzeba pilnować kąta i nie robić zbyt dużych odchyłek. Jeśli kąt wyjedzie za daleko, rośnie rozprysk, spada wtopienie i całość zaczyna wyglądać jak zrobiona na siłę.
Warto też pamiętać, że pozycja spawania ma ogromne znaczenie. Pozycja płaska jest najprostsza, pozioma wymaga już większej kontroli jeziorka, a pion i sufit to obszary, w których lepiej pracują doświadczeni spawacze albo tryby pulsujące. Właśnie dlatego tę metodę tak dobrze czuć dopiero po kilku próbach na odpadach. Zanim jednak uwierzysz, że problemem jest wyłącznie technika, warto sprawdzić najczęstsze objawy błędów.
Najczęstsze błędy i co z nich wynika
W MIG/MAG większość usterek da się rozpoznać po wyglądzie spoiny albo po zachowaniu łuku. To dobra wiadomość, bo wiele z nich można usunąć bez wymiany sprzętu. Zła wiadomość jest taka, że błędy lubią się nakładać: trochę brudu, trochę złego gazu i od razu robi się z tego porowata spoina.
| Objaw | Najczęstsza przyczyna | Co zrobić |
|---|---|---|
| Dużo odprysków | Zły dobór parametrów, zbyt długi wysięg drutu, niestabilny łuk, zabrudzony materiał | Skróć wysięg, sprawdź posuw i napięcie, oczyść strefę spoiny, popraw gazoszczelność |
| Pory i „dziurki” w spoinie | Za mało gazu, przeciąg, wilgoć, farba lub rdza na materiale | Zwiększ ochronę przed wiatrem, sprawdź butlę i reduktor, usuń zanieczyszczenia |
| Brak wtopienia | Zbyt niska energia, za szybki ruch uchwytu, za niski prąd lub napięcie | Zmniejsz tempo prowadzenia, lekko podnieś parametry, popraw kąt uchwytu |
| Przepalenie cienkiej blachy | Za dużo ciepła, zbyt wolne prowadzenie, zbyt gruby drut | Obniż parametry, użyj cieńszego drutu i krótszych odcinków spoiny |
| Nierówne podawanie drutu | Zużyta prowadnica, źle dociśnięte rolki, zagięty przewód | Sprawdź tor drutu, rolki, końcówkę prądową i stan wkładu prowadzącego |
Jedna rzecz wraca tu wyjątkowo często: przeciąg. Na hali lub w otwartym garażu łatwo zlekceważyć ruch powietrza, a potem dziwić się, że gaz osłonowy nie robi swojej roboty. Dlatego przy MIG/MAG zawsze patrzę nie tylko na maszynę, ale też na otoczenie. To prowadzi prosto do pytania, kiedy ta metoda jest lepsza od TIG-a albo elektrody.
Kiedy MIG/MAG wygrywa z TIG i elektrodą
Jeżeli ktoś pracuje przy konstrukcjach z profili, bramach, ogrodzeniach, regałach czy lekkich naprawach warsztatowych, MIG/MAG bywa po prostu najbardziej rozsądnym wyborem. W budownictwie i ślusarstwie wygrywa szybkością oraz możliwością powtarzania złączy bez ciągłej walki z techniką. Przy seryjnych pracach to robi ogromną różnicę.
| Metoda | Największa zaleta | Największe ograniczenie | Kiedy wybrać |
|---|---|---|---|
| MIG/MAG | Szybkość, wydajność, dobra automatyzacja, sensowna jakość spoin | Wrażliwość na przeciąg i czystość materiału | Profile stalowe, konstrukcje, bramy, ogrodzenia, prace warsztatowe |
| TIG | Najwyższa estetyka i precyzja | Wolniejsza praca i większe wymagania techniczne | Stal nierdzewna, aluminium, cienkie elementy, spoiny widoczne |
| MMA | Dobra praca w terenie i na mniej idealnie przygotowanym materiale | Więcej żużla, mniej komfortu i zwykle niższa wydajność | Naprawy w terenie, warunki zewnętrzne, miejsce narażone na wiatr |
W praktyce patrzę na to tak: jeśli mam zespawać długie odcinki stali w warsztacie, MIG/MAG zwykle wygrywa. Jeśli liczy się efekt wizualny i dokładność, a tempo schodzi na drugi plan, mocniejszym kandydatem jest TIG. Jeśli pracuję na zewnątrz, przy wietrze albo w trudnym dostępie, elektroda nadal ma bardzo mocną pozycję. To nie jest kwestia „lepszej” lub „gorszej” metody, tylko dopasowania procesu do realnych warunków.
Skoro wybór metody mamy już poukładany, zostaje ostatnia rzecz, która bardzo często decyduje o sukcesie albo porażce: przygotowanie stanowiska i materiału. Tu nie ma drogi na skróty.
Zanim odpalisz łuk, sprawdź jeszcze te rzeczy
Najlepsze ustawienia nie uratują spoiny, jeśli materiał jest tłusty, przewód zagięty, a butla stoi byle jak. W MIG/MAG przy pierwszym uruchomieniu zawsze sprawdzam kilka rzeczy, bo to oszczędza czas, drut i nerwy.
- Oczyść strefę spoiny z rdzy, farby, oleju i zgorzeliny.
- Ustaw butlę stabilnie i zabezpiecz ją przed przewróceniem.
- Sprawdź wkład prowadzący, końcówkę prądową i rolki podające.
- Upewnij się, że nie wieje bezpośrednio w strefę łuku.
- Załóż pełne PPE: przyłbicę, rękawice, odzież niepalną i ochronę dróg oddechowych, jeśli praca tego wymaga.
- Zrób krótki test na odpadzie z tego samego materiału i dopiero potem przechodź do właściwego elementu.
Jeżeli mam zostawić jedną praktyczną radę, to jest nią właśnie ta: najpierw przygotowanie, potem parametry. Dobra spoina w tej metodzie zaczyna się dużo wcześniej niż przy samym zajarzeniu łuku. Kiedy materiał jest czysty, gaz dobrze osłania jeziorko, a uchwyt prowadzisz pewnie i bez pośpiechu, MIG/MAG odwdzięcza się szybkością, powtarzalnością i naprawdę solidnym efektem.