W spawaniu stali czarnej największe znaczenie ma nie sam łuk, tylko dobór metody, przygotowanie krawędzi i ochrona spoiny po zakończeniu pracy. Ten materiał jest popularny w konstrukcjach stalowych, ramach, wspornikach i elementach maszyn, bo łączy dobrą wytrzymałość z rozsądnym kosztem oraz przewidywalnym zachowaniem podczas obróbki. Poniżej pokazuję, kiedy wybrać stal niestopową, jak ją spawać i jakie błędy najczęściej psują efekt już na starcie.
Najważniejsze informacje o spawaniu stali niestopowej
- Najlepiej sprawdza się w konstrukcjach, gdzie liczą się wytrzymałość, dostępność materiału i łatwa obróbka.
- W praktyce najczęściej spotkasz gatunki S235 i S355, a wybór zależy od wymaganej nośności i grubości elementu.
- Najbezpieczniej spawa się ją po dokładnym oczyszczeniu z rdzy, farby, zgorzeliny i tłuszczu.
- Do prac warsztatowych zwykle wybieram MAG, a do montażu i napraw w terenie często MMA.
- Przy grubych lub mocno usztywnionych złączach rośnie ryzyko pęknięć, więc ważne są niski wodór i kontrola dopływu ciepła.
- Po spawaniu konieczne jest zabezpieczenie antykorozyjne, bo sama stal bez powłoki szybko łapie korozję w wilgoci.
Czym jest stal niestopowa i gdzie wykorzystuje się ją najczęściej
W praktyce chodzi o materiał oparty głównie na żelazie i węglu, bez rozbudowanego pakietu dodatków stopowych. To właśnie dlatego ma przewidywalne własności, jest relatywnie tania i dobrze nadaje się do cięcia, gięcia oraz spawania. W budownictwie i przemyśle najczęściej pracuję z gatunkami konstrukcyjnymi takimi jak S235 i S355, bo dają dobry kompromis między wytrzymałością, dostępnością i ceną.
| Gatunek | Co daje w praktyce | Typowe zastosowanie |
|---|---|---|
| S235 | Niższa granica plastyczności, ale łatwa obróbka i dobra spawalność | Lekkie ramy, wsporniki, drobne konstrukcje, elementy ślusarki |
| S355 | Wyższa nośność przy nadal dobrej podatności na spawanie | Hale, podesty, dźwigary pomocnicze, ramy maszyn, konstrukcje nośne |
| Odmiany N, NL, M, ML | Lepsza udarność i bardziej przewidywalne zachowanie w niższych temperaturach | Konstrukcje zewnętrzne, bardziej odpowiedzialne elementy, projekty w trudniejszych warunkach |
Jeśli mam ocenić temat praktycznie, to największa przewaga tego materiału nie polega na „efekcie specjalnym”, tylko na tym, że da się go stosować szeroko i bez zaskoczeń technologicznych. To jednak nie znaczy, że każde złącze będzie łatwe. O tym decydują już szczegóły spawalności, a właśnie tam zaczynają się realne różnice między udanym projektem a poprawkami po fakcie.
Co decyduje o spawalności materiału
Spawalność nie zależy wyłącznie od nazwy gatunku. Dla mnie kluczowe są cztery rzeczy: zawartość węgla, grubość elementu, stan powierzchni oraz ilość wodoru wprowadzanego do złącza. Im bardziej rośnie zawartość węgla i im grubszy jest materiał, tym większe ryzyko twardych, kruchych stref w obszarze wpływu ciepła, czyli w HAZ.
| Czynnik | Dlaczego ma znaczenie | Co robię w praktyce |
|---|---|---|
| Zawartość węgla | Wyższa zawartość zwiększa twardość i skłonność do pęknięć | Dobieram proces i materiał dodatkowy do konkretnego gatunku |
| Grubość przekroju | Grubszy element szybciej odbiera ciepło i utrudnia kontrolę chłodzenia | Uważniej ustawiam energię liniową i rozważam podgrzanie wstępne |
| Czystość powierzchni | Rdza, farba i olej zwiększają porowatość oraz ryzyko wtrąceń | Szlifuję i odtłuszczam strefę łączenia przed spawaniem |
| Wodór w złączu | To jeden z głównych winowajców pęknięć zimnych | Stosuję suche materiały dodatkowe i pilnuję warunków magazynowania |
W praktyce najwięcej problemów pojawia się nie wtedy, gdy materiał jest „zły”, ale wtedy, gdy ktoś traktuje spawanie jak prostą operację bez kontroli parametrów. Przy konstrukcjach bardziej odpowiedzialnych nie wystarcza już dobry impuls i estetyczna spoina. Trzeba jeszcze ograniczyć wodór, utrzymać sensowny dopływ ciepła i nie dopuścić do gwałtownego chłodzenia w strefie spoiny.

Jaką metodę spawania wybrać do konstrukcji i napraw
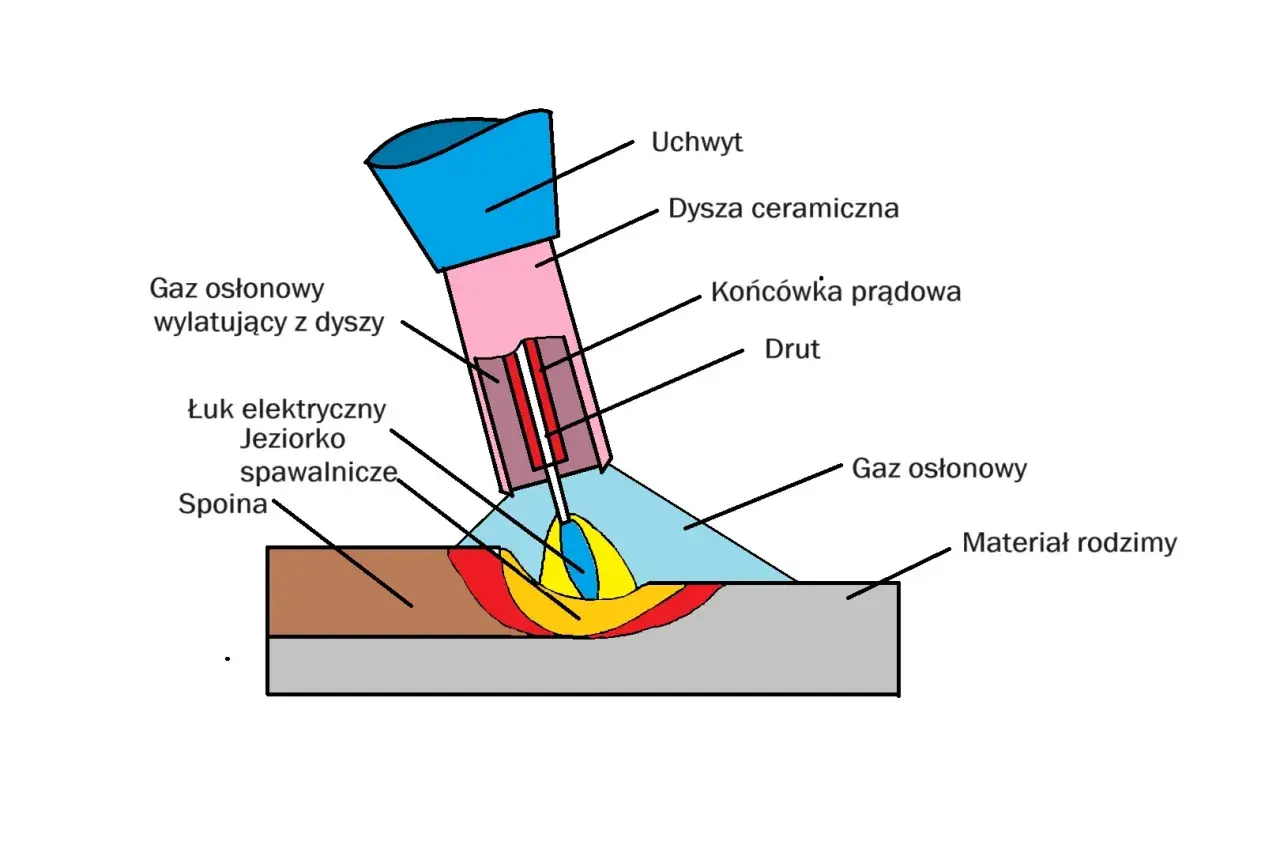
Jeżeli mam spawać konstrukcję stalową w warsztacie, najczęściej sięgam po MAG. To metoda szybka, wydajna i bardzo dobra do profili, blach i ram o typowych grubościach stosowanych w budownictwie oraz przemyśle. Na montażu, zwłaszcza w terenie, częściej wygrywa MMA, bo jest prostsza logistycznie i mniej wrażliwa na warunki otoczenia. TIG zostawiam zwykle do cienkich, precyzyjnych lub widocznych elementów, gdzie liczy się czystość i kontrola lica, a nie tempo produkcji.
| Metoda | Kiedy ją wybieram | Największa zaleta | Ograniczenie |
|---|---|---|---|
| MAG | Warsztat, produkcja seryjna, ramy, profile, blachy konstrukcyjne | Wysoka wydajność i dobra jakość przy odpowiednim ustawieniu gazu | Potrzebuje osłony gazowej, więc nie lubi przeciągu i pracy „pod chmurką” |
| MMA | Montaż, naprawy, konstrukcje w trudniejszych warunkach | Mobilność i większa tolerancja na mniej idealne stanowisko | Więcej żużlu i wolniejsze tempo niż przy MAG |
| TIG | Cienkie elementy, detale, spoiny widoczne, precyzyjne naprawy | Bardzo dobra kontrola jeziorka spawalniczego | Mała wydajność przy większych konstrukcjach |
| FCAW | Grubsze konstrukcje, cięższe naprawy, czasem prace zewnętrzne | Wysoka szybkość odkładania materiału | Więcej dymu i konieczność dobrego doboru drutu |
Przy MAG najczęściej pracuję na osłonie z mieszanki argonu i CO2, bo pozwala to uzyskać stabilny łuk i rozsądne lico spoiny. W prostszych zastosowaniach spotyka się też 100% CO2, ale wtedy zwykle trzeba liczyć się z większą ilością odprysków. Jeżeli projekt ma być wykonywany często i powtarzalnie, warto też dobrać drut spawalniczy do klasy stali, a nie do zasady „byle coś się podawało”.
Jak przygotować element, żeby spoina była czysta i trwała
Na dobry spaw nie pracuję od momentu zajarzenia łuku, tylko dużo wcześniej. Przygotowanie materiału robi ogromną różnicę, szczególnie wtedy, gdy konstrukcja ma przenosić obciążenia albo później pracować w wilgoci. Jeśli strefa złącza jest zabrudzona, zaolejona albo pokryta zgorzeliną, to nawet poprawne parametry nie uratują jakości spoiny.
- Oczyść strefę łączenia do metalicznego połysku, przynajmniej tam, gdzie będzie prowadzone spawanie i gdzie ma pracować masa.
- Usuń rdzę, farbę, tłuszcz, smar i pozostałości po cięciu termicznym, bo to one najczęściej powodują porowatość.
- Sprawdź pasowanie elementów. Zbyt duża szczelina albo zła geometria złącza potrafią zepsuć nawet dobry proces.
- Dobierz ukosowanie i kolejność ściegów do grubości materiału, zamiast próbować „wypełnić wszystko” jednym przejazdem.
- Przed seryjnym spawaniem wykonaj krótką próbę na odpadu lub na mniej widocznym fragmencie i oceń przetop, lico oraz ilość odprysków.
Jeśli element jest gruby albo mocno usztywniony, rozważ kontrolowane podgrzanie wstępne zgodnie z technologią wykonania. To nie jest sztuka dla sztuki. Celem jest spowolnienie chłodzenia i ograniczenie ryzyka pęknięć wodorowych. W projektach odpowiedzialnych właśnie ten etap często decyduje o tym, czy konstrukcja wytrzyma lata, czy zacznie pękać w najmniej wygodnym miejscu.
Najczęstsze błędy, które psują efekt już na starcie
Najgorsze błędy przy takich pracach są zaskakująco prozaiczne. Nie chodzi o wielką teorię, tylko o rutynę, która zostaje odpuszczona pod presją czasu. Z mojego doświadczenia najwięcej szkód robi pośpiech, brudna powierzchnia i zbyt duże zaufanie do „jakoś to będzie”.- Spawanie przez rdzę, farbę albo olej, co kończy się porami, wtrąceniami i słabszym przetopem.
- Zbyt wysoki prąd lub zbyt szybkie prowadzenie palnika, które powodują podtopienia, rozlaną spoinę albo nadmierne odkształcenia.
- Dobór niewłaściwego materiału dodatkowego, zwłaszcza gdy spoina ma pracować pod obciążeniem lub w zmiennych temperaturach.
- Ignorowanie wilgoci i wodoru, co zwiększa ryzyko pęknięć zimnych, szczególnie w grubych i sztywno utwierdzonych złączach.
- Brak osłony przed wiatrem przy MAG, który psuje osłonę gazową i destabilizuje łuk.
- Odkładanie zabezpieczenia antykorozyjnego „na później”, co w praktyce często oznacza powrót rdzy dokładnie w strefie spoiny.
Jeśli miałbym wskazać jedną rzecz, której nie warto lekceważyć, to byłoby to czyszczenie i osuszanie materiału. To niewdzięczny etap, bo nie daje spektakularnego efektu wizualnego, ale właśnie on często decyduje o jakości całego złącza. Dalej liczy się już tylko konsekwencja w doborze procesu i materiału dodatkowego.
Gdzie ten materiał sprawdza się najlepiej w budownictwie i przemyśle
To bardzo wdzięczny materiał do konstrukcji, które mają być mocne, naprawialne i rozsądne kosztowo. W budownictwie wykorzystuję go przede wszystkim tam, gdzie potrzebna jest nośność i prostota prefabrykacji, a w przemyśle tam, gdzie liczy się łatwy serwis, wymiana elementów i możliwość szybkiej modyfikacji projektu.
| Zastosowanie | Dlaczego ten materiał się sprawdza | Na co uważać |
|---|---|---|
| Hale, wiaty i podesty | Dobrze przenosi obciążenia i łatwo go prefabrykować w warsztacie | Dokładne spoiny i poprawna ochrona antykorozyjna są obowiązkowe |
| Ramy maszyn i urządzeń | Zapewnia sztywność, a przy naprawach pozwala na sensowną obróbkę | Trzeba pilnować geometrii i naprężeń skurczowych |
| Balustrady, bramy i ogrodzenia | Łatwo się spawa i dobrze znosi typowe prace ślusarskie | Bez farby, ocynku lub innego zabezpieczenia szybko pojawia się korozja |
| Stojaki, regały i konstrukcje pomocnicze | Dobry stosunek wytrzymałości do kosztu materiału | Warto przewidzieć lokalne wzmocnienia w strefach największych obciążeń |
| Uchwyty, mocowania i elementy naprawcze | Łatwo dopasować je do istniejącej konstrukcji | Przed naprawą trzeba ocenić, czy nie pracują w środowisku agresywnym |
W budownictwie i przemyśle ten materiał wygrywa nie dlatego, że jest „najlepszy do wszystkiego”, tylko dlatego, że daje przewidywalny efekt w wielu różnych projektach. Jeżeli jednak konstrukcja ma pracować na zewnątrz, w wilgoci albo w środowisku chemicznym, sam wybór stali nie wystarczy. Wtedy trzeba od razu planować powłokę, cynkowanie lub rozważyć inny materiał konstrukcyjny.
Co sprawdzam przed przekazaniem konstrukcji do użytku
Przed odbiorem nie patrzę wyłącznie na to, czy spoina „wygląda ładnie”. Sprawdzam, czy nie ma pęknięć, podtopień, nadmiernej ilości odprysków i czy odkształcenia mieszczą się w tolerancji projektu. Dopiero potem oceniam, czy połączenie zostało dobrze oczyszczone i zabezpieczone, bo w praktyce to właśnie tam najszybciej widać różnicę między solidną robotą a prowizorką.
- Czy złącze ma pełną ciągłość i nie widać w nim pęknięć ani porów.
- Czy geometria konstrukcji nie uciekła po spawaniu i elementy nadal pasują do projektu.
- Czy miejsca po spawaniu zostały oczyszczone z żużlu, odprysków i zgorzeliny.
- Czy przewidziano właściwe zabezpieczenie antykorozyjne, zwłaszcza dla elementów zewnętrznych.
- Czy w przypadku konstrukcji odpowiedzialnej został zachowany sensowny reżim technologiczny, a nie tylko „dobry efekt wizualny”.