Spawanie MMA to jedna z najbardziej praktycznych metod łączenia stali tam, gdzie liczy się prostota sprzętu, odporność na warunki i możliwość pracy poza warsztatem. W tym tekście wyjaśniam, jak działa elektroda otulona, jak dobrać elektrodę i amperaż do zadania, jak prowadzić łuk, jakie błędy najczęściej psują spoinę oraz kiedy lepiej wybrać inną metodę.
Najważniejsze informacje w skrócie
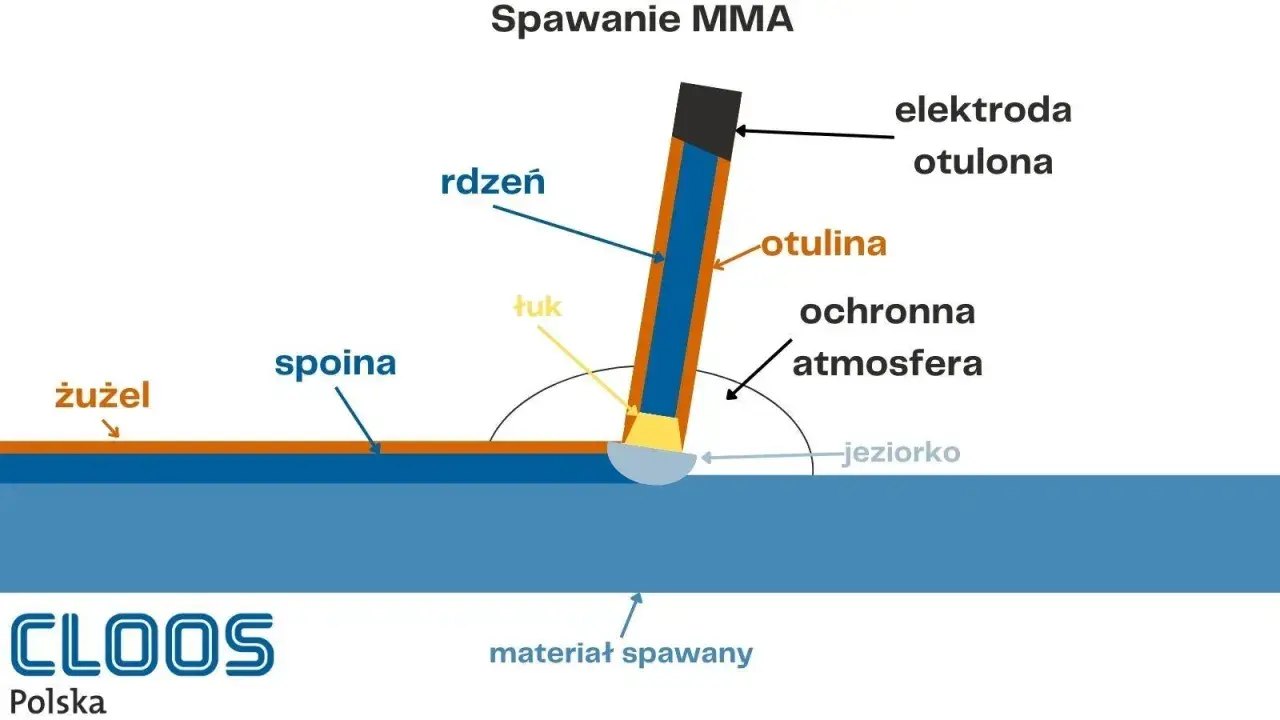
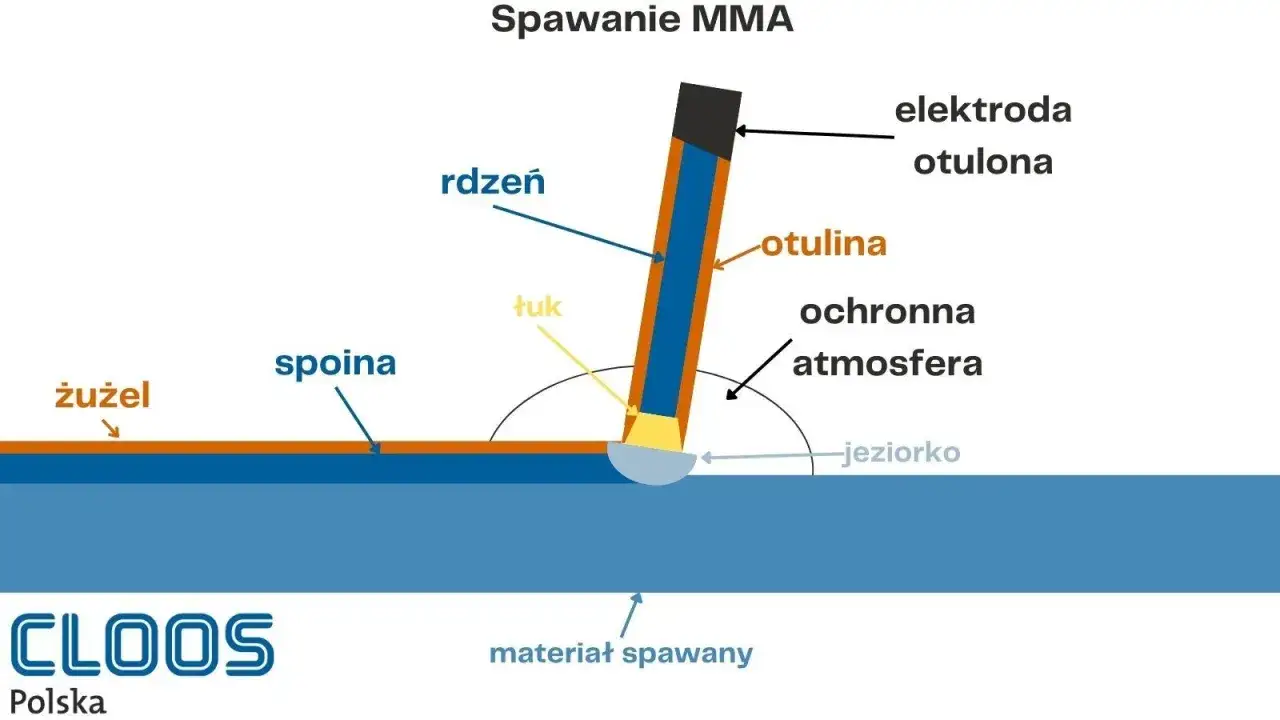
- Metoda MMA wykorzystuje elektrodę otuloną, która dostarcza materiału spoiny i tworzy ochronę łuku.
- Największą zaletą jest mobilność: do pracy nie potrzebujesz butli z gazem osłonowym.
- Do prostych napraw i pracy w terenie najczęściej wybiera się elektrody 6011, 6013 lub 7018.
- Jakość spoiny zależy głównie od czystego materiału, krótkiego łuku, właściwego kąta prowadzenia i dobrze dobranego prądu.
- Początkujący najczęściej przegrzewają materiał, przyklejają elektrodę albo zostawiają żużel w spoinie.
- Przy tej metodzie bezpieczeństwo nie kończy się na przyłbicy: trzeba też zadbać o wentylację, ubranie i porządek w miejscu pracy.
Jak działa metoda MMA i gdzie sprawdza się najlepiej
Metoda MMA, czyli spawanie elektrodą otuloną, polega na wytworzeniu łuku między rdzeniem elektrody a spawanym materiałem. Otulina topi się razem z rdzeniem, tworzy gaz osłonowy i żużel, a to właśnie dzięki nim spoina jest chroniona przed powietrzem. W praktyce daje to proces prosty sprzętowo, ale wymagający ręki: nie ma tu automatycznej podawarki drutu ani butli z gazem, więc wszystko zależy od prowadzenia łuku.Ja traktuję tę technikę jako bardzo mocny wybór do napraw, montażu i robót w terenie. Dobrze sprawdza się przy ogrodzeniach, konstrukcjach stalowych, bramach, wspornikach, grubszym profilu i wielu pracach serwisowych. Jej przewaga wychodzi szczególnie wtedy, gdy wiatr utrudnia pracę z osłoną gazową albo gdy elementy nie są idealnie czyste. Ograniczenie jest równie ważne: na cienkiej blasze łatwo przepalić materiał, a spoina zwykle wymaga większej obróbki niż po TIG-u czy MIG-u.
Jeśli czytelnik chce szybko ocenić, czy to jego metoda, wystarczy prosta zasada: do robót konstrukcyjnych, naprawczych i terenowych MMA jest bardzo sensowne, ale do cienkich, estetycznych detali często wygra inny proces. To prowadzi prosto do najważniejszego pytania, czyli jak dobrać sprzęt i elektrodę do konkretnego zadania.
Jakie elektrody i źródło prądu wybrać
Najwięcej problemów nie wynika z samego spawania, tylko z błędnego doboru elektrody. W praktyce liczy się nie tylko średnica, ale też rodzaj otuliny, pozycja spawania i to, czy materiał jest czysty, czy raczej warsztatowo zmęczony. Najczęściej spotkasz kilka klas elektrod, które warto rozumieć bez wchodzenia w szkolny żargon.
| Rodzaj elektrody | Do czego się nadaje | Co warto o niej wiedzieć |
|---|---|---|
| 6011 / 6010 | Naprawy, stal z nalotem, elementy z gorszym przygotowaniem | Ma głębsze wtopienie i ostry łuk; 6010 jest bardziej wymagająca, 6011 zwykle łatwiejsza na AC/DC. |
| 6013 | Lżejsze prace, cienkie i średnie profile, nauka podstaw | Łuk jest łagodniejszy, a żużel zwykle łatwiej schodzi; to częsty wybór na start. |
| 7018 | Połączenia konstrukcyjne, mocniejsze spoiny, prace, gdzie liczy się niski wodór | Wymaga suchego przechowywania i spokojniejszej techniki, ale daje bardzo solidny efekt. |
| 7024 | Pozycja podolna i pozioma, grubsze blachy | Ma wysoką wydajność odkładania metalu, ale nie jest dobrym wyborem do każdej pozycji. |
W warsztacie domowym najczęściej widzę sens w średnicach 2,5 mm, 3,2 mm i 4,0 mm. To nie są sztywne reguły, raczej sensowne punkty startowe: 2,5 mm do lżejszych robót i cieńszych przekrojów, 3,2 mm do najbardziej uniwersalnych zastosowań, a 4,0 mm do grubszych elementów i wyższej wydajności. Prąd też zawsze zależy od producenta, ale jako orientacja startowa można przyjąć około 60-90 A dla 2,5 mm, 90-130 A dla 3,2 mm i 130-180 A dla 4,0 mm.
Warto też pamiętać o zgodności z prądem i biegunowością. Nie każda elektroda pracuje tak samo na AC i DC, dlatego przed pierwszym zajarzeniem sprawdzam kartę produktu, a nie tylko to, co zwykle działało poprzednio. Ten detal oszczędza więcej czasu niż poprawianie zbyt zimnej albo przegrzanej spoiny.
Gdy elektroda i zakres prądu są już rozsądnie dobrane, pozostaje najważniejsze: przygotować materiał i poprowadzić łuk tak, żeby spoina była równa, a nie tylko jakoś połączona.
Jak przygotować materiał i ustawić parametry
Przy MMA czystość krawędzi ma większe znaczenie, niż wielu początkujących zakłada. Rdza, farba, smar i gruba warstwa zgorzeliny utrudniają zajarzenie łuku, pogarszają wtopienie i zwiększają ryzyko porów. Przyłącza najlepiej czyścić do gołego metalu przynajmniej w strefie, w której elektroda będzie pracowała, a przy grubszych elementach dobrze jest też sfazować krawędzie.
W praktyce zaczynam od trzech pytań: jaka jest grubość materiału, w jakiej pozycji będę spawał i jaki efekt jest ważniejszy, głębokie wtopienie czy spokojna, łatwa spoina. Dla cienkich profili sensownie jest zejść z średnicą elektrody i prądem, a dla grubszych elementów lepiej nie liczyć na jedną warstwę. W takich przypadkach kilka przejść daje bezpieczniejszy i pewniejszy efekt niż próba przeciągnięcia wszystkiego na raz.
- Do cienkich elementów wybieram mniejszą średnicę i niższy prąd, bo łatwiej uniknąć przepalenia.
- Do grubych profili przygotowuję miejsce pod kilka ściegów, bo jedna warstwa zwykle nie wystarcza.
- Do prac naprawczych w terenie stawiam na elektrody, które lepiej znoszą nieidealną powierzchnię.
- Do spoin konstrukcyjnych pilnuję suchych elektrod, właściwej biegunowości i równych przetopów między ściegami.
Jeżeli mam podać jedną zasadę ustawiania parametrów, to brzmi ona tak: zaczynaj od zaleceń producenta, a potem koryguj o małe kroki po 5-10 A. Zbyt szybkie kręcenie gałką zwykle tylko zamazuje problem. Jeśli łuk przykleja elektrodę, dołóż trochę prądu; jeśli pryska i robią się podtopienia, odejmij kilka amperów. To są drobne korekty, ale właśnie one najczęściej decydują o jakości spoiny.
Tak przygotowany materiał i ustawione parametry pozwalają przejść do samej techniki prowadzenia łuku, czyli miejsca, gdzie widać różnicę między przypadkowym sklejeniem a kontrolowaną spoiną.

Jak prowadzić łuk i budować równą spoinę
Najlepiej zacząć od krótkiego, stabilnego łuku. W praktyce oznacza to odstęp możliwie mały i stały, zwykle zbliżony do średnicy rdzenia elektrody. Gdy łuk robi się za długi, spoina traci kontrolę, pojawia się więcej rozprysków, a kąpiel metalu zaczyna zachowywać się chaotycznie. Z kolei zbyt krótki łuk kończy się przyklejaniem elektrody.
Kąt prowadzenia też ma znaczenie, choć nie trzeba z niego robić akademickiej teorii. Najczęściej sprawdza się lekkie pochylenie w kierunku ruchu, a przy spoinach pachwinowych trzymam elektrodę tak, by ciepło rozkładało się równomiernie na obu ściankach. W pionie i w suficie ruch musi być spokojniejszy, bo jeziorko łatwiej spływa. Dlatego początkującym radzę najpierw ćwiczyć pozycję podolną, a dopiero później przechodzić do trudniejszych ustawień.- Zajarz łuk krótko i pewnie, bez szarpania ręką.
- Prowadź elektrodę równym tempem, nie zatrzymuj się bez potrzeby.
- Obserwuj jeziorko metalu, a nie samą iskrę.
- Po każdym ściegu usuń żużel i sprawdź, czy spoina nie ma podtopień albo porów.
- Jeśli trzeba zrobić kolejną warstwę, najpierw oczyść poprzednią.
Najczęstszy błąd polega na tym, że początkujący próbują naprawiać wszystko ruchem ręki, zamiast skorygować jedną rzecz naraz. Tymczasem jakość spoiny zależy od prostych, powtarzalnych decyzji: stałej odległości, odpowiedniego kąta i płynnego przesuwu. Gdy te trzy elementy są pod kontrolą, nawet prosty sprzęt zaczyna dawać zaskakująco dobry efekt. A kiedy coś mimo wszystko nie wychodzi, zwykle powód jest dość przewidywalny.
Najczęstsze błędy, które psują efekt
W MMA błędy techniczne widać szybko, bo proces nie wybacza zbyt dużych odchyleń. Dobra wiadomość jest taka, że większość problemów powtarza się w podobnej formie, więc można je dość szybko rozpoznać i skorygować.
| Objaw | Najczęstsza przyczyna | Co zrobić |
|---|---|---|
| Elektroda przykleja się do materiału | Za niski prąd, zbyt krótki lub zbyt nerwowy ruch ręką | Dodaj kilka amperów i prowadź łuk spokojniej. |
| Dużo odprysków | Za długi łuk albo prąd ustawiony za wysoko | Skróć łuk i zmniejsz amperaż o mały krok. |
| Porowata spoina | Brud, wilgoć, rdza lub mokra elektroda | Oczyść materiał i użyj suchej elektrody. |
| Żużel zostaje w spoinie | Zły kąt, zbyt szeroki ruch lub brak czyszczenia między warstwami | Popraw prowadzenie i dokładnie oczyść każdy ścieg. |
| Podtopienia na krawędziach | Za wysoki prąd albo zbyt wolne prowadzenie | Odejmij ampery i przyspiesz ruch ręki. |
Do tego dochodzi jeszcze jeden błąd, który często jest lekceważony: przechowywanie elektrod. Elektrody niskowodorowe, takie jak 7018, nie lubią wilgoci, więc trzymanie ich luzem w garażu zwykle kończy się gorszą jakością spoiny. Przy prostych naprawach nie ma sensu robić z tego ceremonii, ale przy ważniejszych połączeniach suchość materiału naprawdę robi różnicę. Od techniki i jakości przechowywania już tylko krok do bezpieczeństwa, bez którego całe spawanie przestaje być rozsądnym zajęciem.
Bezpieczeństwo i warunki pracy, których nie warto bagatelizować
Przy spawaniu łukowym ochrona oczu i twarzy to absolutne minimum, ale nie jedyny temat. Gorący żużel, odpryski i promieniowanie łuku potrafią zrobić krzywdę w sekundę, dlatego pracuję w przyłbicy, rękawicach skórzanych, niepalnej odzieży z długim rękawem i pełnych butach. Jeśli chcesz po spawaniu jeszcze widzieć, warto też mieć pod przyłbicą okulary ochronne, zwłaszcza przy czyszczeniu spoiny młotkiem lub szczotką.
OSHA zwraca uwagę, że dymy spawalnicze i wentylacja to osobny temat bezpieczeństwa, a nie dodatek. To ma sens także w realiach domowego warsztatu: jeśli pracujesz w zamkniętym pomieszczeniu, bez przewiewu albo blisko materiałów pokrytych farbą czy cynkiem, rośnie ryzyko podrażnień i wdychania szkodliwych zanieczyszczeń. Z mojego punktu widzenia najprostsza zasada brzmi: nie spawaj w dusznym miejscu i nie lekceważ przygotowania stanowiska.
- Usuń łatwopalne materiały z najbliższego otoczenia.
- Sprawdź przewody, uchwyt elektrody i zacisk masy przed rozpoczęciem pracy.
- Nie spawaj na świeżo pomalowanych albo ocynkowanych elementach bez odpowiedniego przygotowania powierzchni.
- Zapewnij wentylację lub odciąg, zwłaszcza w małych pomieszczeniach.
- Pamiętaj, że elementy po spawaniu pozostają bardzo gorące dłużej, niż się wydaje.
Bezpieczeństwo jest tu po prostu warunkiem dobrej pracy. Gdy stanowisko jest przygotowane, a ryzyko pod kontrolą, łatwiej podjąć rozsądną decyzję: czy MMA jest najlepszym wyborem do danego zadania, czy lepiej sięgnąć po MIG albo TIG.
Kiedy wybrałbym MMA zamiast MIG lub TIG
Jeśli mam pracować poza warsztatem, na zewnątrz albo na materiale, który nie jest idealnie przygotowany, MMA bardzo często wygrywa prostotą. Do tego dochodzi niski próg wejścia sprzętowego: potrzebujesz źródła prądu, uchwytu, masy i elektrod, bez butli z gazem i całej osprzętowej logistyki. To właśnie dlatego metoda świetnie pasuje do branży budowlanej, prac montażowych i serwisowych.
| Kryterium | MMA | MIG/MAG | TIG |
|---|---|---|---|
| Praca na zewnątrz | Bardzo dobra | Średnia, bo wiatr przeszkadza osłonie gazowej | Średnia, wymaga stabilnych warunków |
| Szybkość robót | Średnia | Wysoka | Niska |
| Estetyka spoiny | Poprawna, ale z żużlem do usunięcia | Dobra | Najlepsza |
| Łatwość nauki | Średnia | Dość wysoka | Najtrudniejsza |
| Mobilność zestawu | Bardzo wysoka | Niższa | Średnia |
Ja wybrałbym MMA wtedy, gdy liczy się odporność na warunki, prosty sprzęt i możliwość szybkiej naprawy stalowych elementów. MIG/MAG lepiej sprawdzi się tam, gdzie robisz więcej powtarzalnych spoin i zależy ci na tempie, a TIG tam, gdzie liczy się precyzja, cienki materiał i bardzo czysty wygląd. Innymi słowy: nie chodzi o to, która metoda jest najlepsza, tylko która jest najlepsza do konkretnego zadania.
Jeśli zaczynasz, postawiłbym na kilka prostych nawyków: ćwicz na odpadach stali, zacznij od 6013 i średnicy 2,5 albo 3,2 mm, notuj ustawienia amperażu i obserwuj, jak zachowuje się jeziorko. Taka powtarzalność daje więcej niż przypadkowe próby na docelowym elemencie. W spawaniu najwięcej zyskuje się nie na spektakularnych trikach, tylko na konsekwentnym opanowaniu podstaw.
Co zapamiętać, żeby pierwsze spoiny były naprawdę użyteczne
Najważniejsze jest to, że metoda MMA jest prosta sprzętowo, ale wymaga dyscypliny w technice. Jeśli materiał jest oczyszczony, elektroda dobrana rozsądnie, a łuk prowadzony krótko i spokojnie, efekt potrafi być bardzo solidny nawet przy niedrogim sprzęcie. Gdy któryś z tych elementów zawodzi, problem zwykle nie leży w samej maszynie, tylko w przygotowaniu albo ruchu ręki.
Jeśli miałbym zostawić jedną praktyczną radę, powiedziałbym tak: nie próbuj nauczyć się wszystkiego naraz. Zacznij od jednej elektrody, jednej grubości materiału i jednej pozycji spawania. Dopiero potem dokładaj kolejne warianty. To najszybsza droga do tego, żeby spoiny przestały wyglądać losowo, a zaczęły być przewidywalne i powtarzalne.